


联系我们

q195钢板板型
发布时间:2024-09-09 20:05:39 浏览次数:4 公司名称:[天津]涌华金属科技
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 5000 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 堆焊耐磨板 | q235 |
| 类型 | 堆焊耐磨板 耐磨板 进口板材 |
| 材质 | q235 q235d q345d q345c |
| 可定制 | 可 |
| 规格 | 1400*3400 |
| 可零切 | 可 |
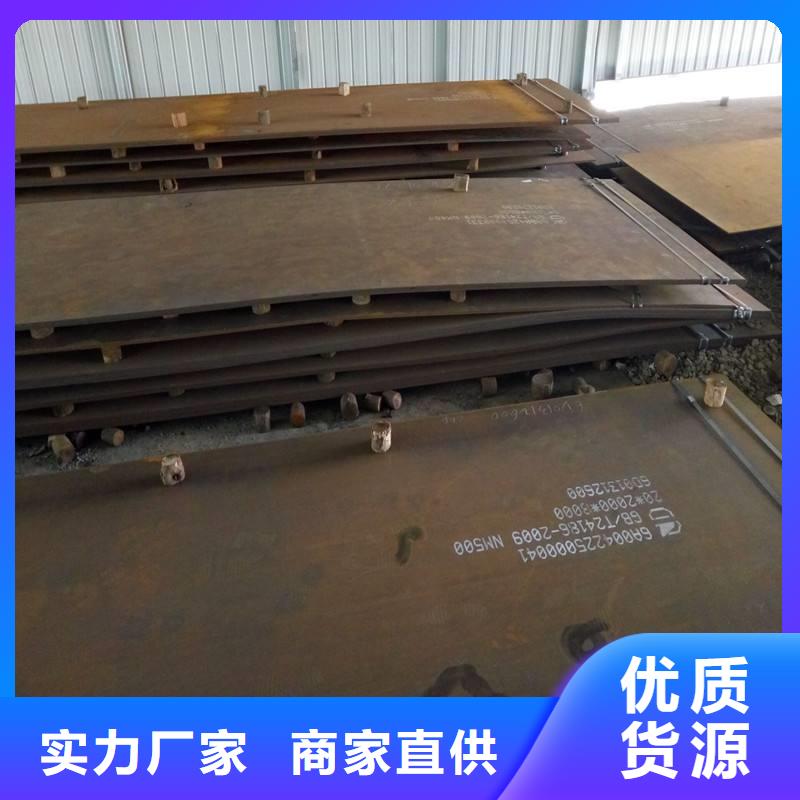



首先,在生产堆焊耐磨板之前我们能够确定一个样品,这样耐磨板厂家就可以将样品作为之后生产的一个标准尺寸,对我们来说很重要,而且在大面积应用的时候一定要保障使用的一些基础的卷板等等是同一批次,而且使用的效率也比较高,给我们带来的帮助作用也比较大,对具体生产应用来说有很大的价值。
其次就是在大面积使用堆焊耐磨板的时候我们要确保基板都是统一批次的材料产品,这样加工的时候才不会出现一些意外,不会给我们带来很多意外的影响,大家一定要注意这一点,这样我们产品才会符合标准,还有就是在对板材进行表面加工和抛光的时候也应该注意有方向性,这样的产品表面会更好一些,使用起来会更加舒服



天津涌华金属科技注册资金800万元,占地面积近50亩,建筑面积达10000平方米。经过多年努力,公司已具备了可观的 合金板生产能力和科技开发水平。公司 合金板生产设备精良, 合金板产品工艺可靠,检测手段齐全,企业管理严格,产品质量过硬。


堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。



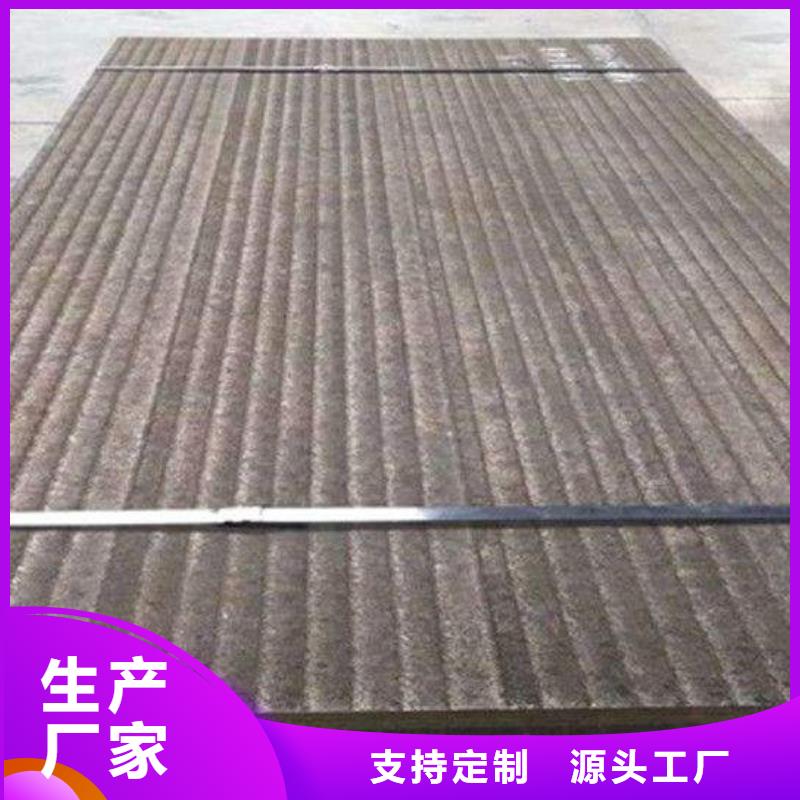
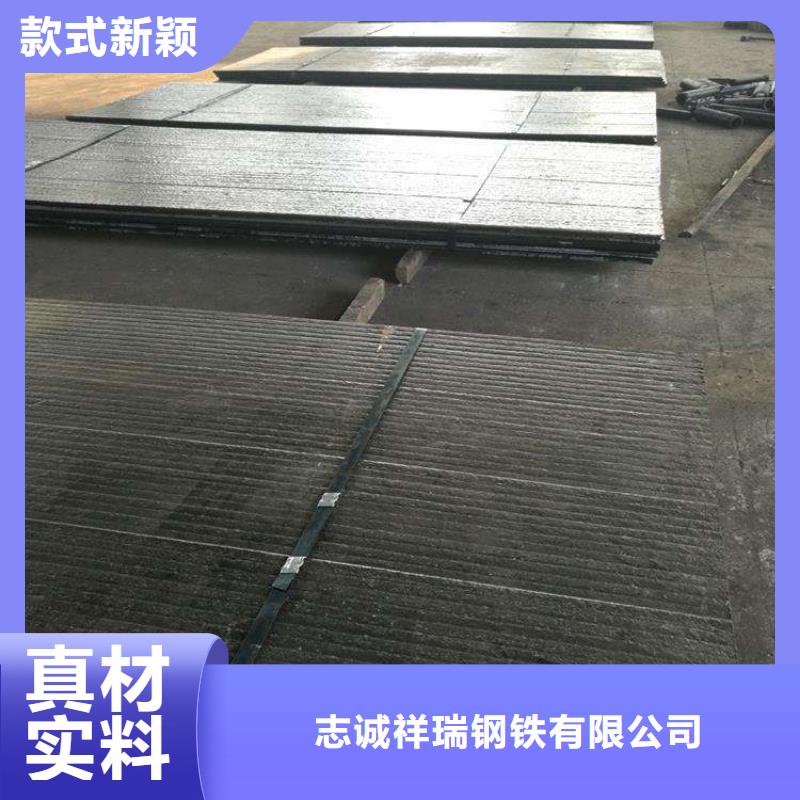
耐磨复合板生产工艺是采用冶金堆焊而成,焊接电流一般在350~500A,焊接电弧的温度达到1000~1500℃,瞬间的高温使焊丝与母板均达到熔点形成熔池(即所谓的焊道),并使添加入熔池的合金粉末熔化形成堆焊熔敷层。堆焊过程中,熔池邻近的母板温度将达到600~800℃,甚至更高,由于母板一般采用普通Q235低碳钢,耐磨层为高碳高铬,所以在堆焊过程中,母板各部位温差很大,产生极不均匀的膨胀,收缩与变形,由于母板四周被压板牢牢紧固,无法自由变形,再加上耐磨层是由大量的合金粉末制成的焊丝进行冶金堆焊在母板上,形成典型的高硬度、高耐磨材料,由于堆焊层与母板二者的热膨胀系数相差较大,韧性好的母板可以承受较大的热变形,而高硬度堆焊层承受热变形的能力几乎为零,故使其内部产生极大的热应力,这个应力如果没有即时释放出来,在后期进行加工(如卷曲)过程中容易发生折断、崩裂、耐磨层脱落等问题。在受热变形后的冷却过程中,为释放堆焊复合钢板中存在的焊接应力,在堆焊层表面垂直于焊道的方向就会产生许多大小不等的裂纹,这个裂纹就是应力释放的结果,不影响使用


复合耐磨钢板硬度: 合金层宏观硬度HRC57-65,碳化物硬度HV1400-1800
耐磨性: 是低碳钢的20-25倍,不锈钢、高锰钢的8-12倍,是一般高碳高铬耐磨钢板的15倍以上
耐高温性: 普通型〈600℃;高温型〈1000℃
耐冲击性: 耐磨合金层与基材完全冶金结合,抗强烈冲击,不必担心脱落


