公司新闻
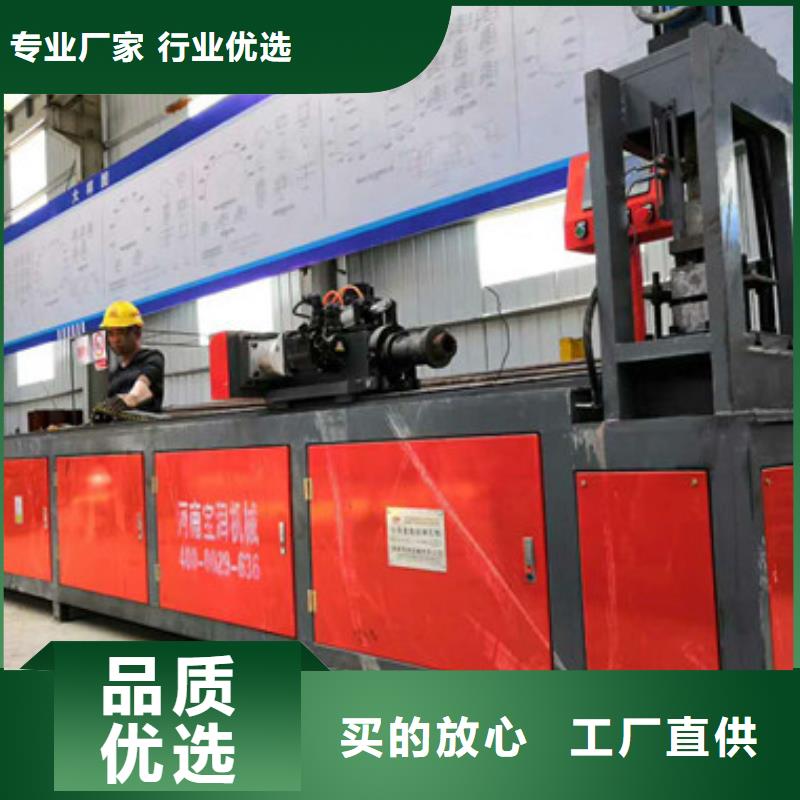
小导管尖头冲孔机焊接自动化
更新时间: 2025-12-26 10:37:04 ip归属地:绍兴,天气:晴,温度:0-7 浏览:6次
以下是:浙江省绍兴市小导管尖头冲孔机焊接自动化的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 35000/台 |
| 发货期限 | 3 |
| 供货总量 | 10 |
| 运费说明 | 汽运 |
| 名称 | 尖头机 |
| 型号 | 50 |
| 缩尖长度 | 10-20 |
| 高频功率 | 50 |
| 电机功率 | 7.5 |
| 范围 | 小导管尖头冲孔机焊接自动化供应范围覆盖浙江省、杭州市、宁波市、温州市、台州市、金华市、湖州市、绍兴市、舟山市、嘉兴市、衢州市、丽水市 越城区、新昌县、诸暨市、上虞区、嵊州市等区域。 |
【建贸】为您提供诸暨钢筋笼滚焊机、嵊州小导管尖头机、宁波小导管尖头机、舟山小导管尖头机等多元产品与服务。小导管尖头冲孔机焊接自动化,建贸数控钢筋笼滚焊机厂家(绍兴市分公司)专业从事小导管尖头冲孔机焊接自动化,联系人:赵经理,电话:【13298459090】、【13298459090】,以下是小导管尖头冲孔机焊接自动化的详细页面。 浙江省,绍兴市 绍兴市已有2500多年建城史,是中国具有江南水乡特色的文化和生态旅游城市,是首批历史文化名城、联合国人居奖城市、东亚文化之都、中国旅游城市、森林城市、中国民营经济活力城市、全国文明城市、卫生城市,也是的水乡、桥乡、酒乡、书法之乡、名士之乡。绍兴素称“文物之邦、鱼米之乡”,的文化古迹有兰亭、禹陵、绍兴鲁迅故里、沈园、柯岩、蔡元培故居、周恩来祖居、秋瑾故居、马寅初故居、王羲之故居、贺知章故居等。
如果你想要更深入地了解我们的小导管尖头冲孔机焊接自动化产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:浙江绍兴小导管尖头冲孔机焊接自动化的图文介绍
建贸数控钢筋笼滚焊机厂家(绍兴市分公司)主营: 数控钢筋弯曲中心.我公司以超前的产品创新能力,不断整合新技术、新工艺和自主技术与国际接轨,达到国内先进水平。公司自创办以来,一直坚持“服务好、质量好、价格公道、客户至上、服务周到、让利客户、薄利多销为原则,老实取信为宗旨”的经营理念,治理上坚持以人为本,服务贴心!


结构防水混凝土应采用分层浇筑,这样既可以减少浇筑量,又能够控制混凝土的收缩量。
②可掺入适量的外加剂来控制水泥的用量,加人20%至25%比重量的粉煤灰,能够大大的提高混凝土的密实性。
③在混凝土中掺加一些减水剂和缓凝剂等外加剂.可以避免收缩产生的裂纹对整个工程结构产生影响。保证了混凝土的密实性和均质性,增强抗裂性能。④混凝土的人模温度应在28摄氏度以下,养护时间不少于14天,而且还需要有效的保湿措施,防止出现早期干裂的情况。⑤防水混凝土拆模式要控制在表面温度与周围空气的温度,相差不要超过巧摄氏度,以免表面出现裂缝。2.2隧道工程结构附加防水施工2.2.1单面自粘防水卷材施工措施①先将隔离剂、油污等用相应的溶液清洗掉,再用清水将溶液冲洗干净,对于一些钢筋头、疙瘩等不平整的杂物用凿子凿去,再用水洗净。②铺贴卷材时,按卷材配置部位,从流水坡度的下坡开始,弹出标准线,并使卷材的长向与流水坡方向垂直。尽量减少转角处接缝,平面与立面相接位置尽量铺卷材,应由下向上进行,使卷材紧贴阴角,不得有空鼓与粘贴不牢等现象。


安装允许偏差:横向和高程为:±5cm,垂直度为±2°;各节钢架间应以螺栓连接,连接板应密切,连接板局部缝隙不超过2mm;沿钢架外缘每隔2m应用钢楔或混凝土预制块楔紧;钢架之间宜用直径为Φ22mm的钢筋采用焊接方式连接,环向间距符合设计要求。钢架所用钢筋(材)的规格、型号、材质满足设计要求和 有关现有技术标准的规定。钢架不宜在受力较大的拱顶及其它受力较大的部位分节。格栅钢架的主筋直径不宜小于18mm,且焊接应符合设计要求。钢架按设计尺寸在洞外下料分节焊接制作,制作时严格按设计图纸进行,保证每节的弧度与尺寸均符合设计要求,每节两端均焊连接板,节点间通过连接板用螺栓连接牢靠,加工后必须进行试拼检查。严禁不合格品进场。格栅按分部开挖情况分段、分单元制作加工,在钢筋加工场地按1放样,严格按照格栅图纸结构(预留变形量10cm)加工,格栅采用胎模焊接。钢格栅制作加工时严格按格栅图纸控制分段、分单元。格栅钢架钢筋的弯制和末端的弯钩严格按照设计图纸加工,格栅的焊接不得有假焊,焊缝表面不得有裂纹、焊瘤等缺陷,焊接时采用E502焊条。格栅钢架钢筋加工满足设计要求,加工尺寸控制在允许偏差范围内,钢筋焊接:U型筋与主筋连接采用双面焊接连接方式,焊接长度为5d(d为钢筋直径),焊缝高度h不小于钢筋直径的0.3倍,焊缝宽度b不小于钢筋直径的0.7倍;焊接时引弧应在搭接焊的一端开始,收弧应在钢筋的端头上,弧坑填满。
层焊缝应有足够的熔深,主焊缝与定位焊缝应密实。钢筋焊接后应对焊渣进行。首榀钢架加工完成后放在平整的水泥地面上进行试拼,检查各部尺寸均符合设计要求时才可进行批量生产。拼装后允许误差为:周边拼装允许误差为±3cm,平面翘曲应小于2cm。格栅应在开挖或初喷混凝土后及时架设。架设前应由测量人员将待架格栅的位置(里程、中线和水平)测放在岩面或喷射混凝土面上。格栅制作完成在运输过程中应避免磕碰变形。开挖完成后测量复核开挖断面,满足设计要求后进行安装控制点放线,准确测量出中线、水平点、里程及型钢拱架接点位置。放线完成后清理完成底部虚碴及杂物后,机械配合人工对拱架进行现场安装。安装时从下至上顺序安装,边墙安装后复测到位后对脚底和节点处进行固定。
采用锁脚锚管进行加固,保证拱加稳定牢固。边墙安装完成后进行拱部钢架安装,采用机械配合人工安装,顶部就位后先用螺栓连接,再对拱部和边墙处节点进行调整,达设计要求后再对拱脚处节点进行加固。然后对拱部超前小导管施工,并与钢架进行焊接,保证钢架稳固。钢架安装时,应严格控制其内轮廓尺寸,且预留沉降量,防止侵入衬砌净空。钢架与围岩间的间隙必须用喷混凝土充填密实;钢架应全部被喷射混凝土覆盖,保护层厚度不得小于40mm。钢架应按设计要求安装当拱脚开挖超深时,加设钢板或混凝土垫块。安装后利用锁脚锚杆(或锚管)定位;超挖较大时,拱背喷填同级混凝土,以使支护与围岩密贴,控制围岩变形的进一步发展。两排钢架间用Φ22钢筋拉杆纵向连接牢固。
层焊缝应有足够的熔深,主焊缝与定位焊缝应密实。钢筋焊接后应对焊渣进行。首榀钢架加工完成后放在平整的水泥地面上进行试拼,检查各部尺寸均符合设计要求时才可进行批量生产。拼装后允许误差为:周边拼装允许误差为±3cm,平面翘曲应小于2cm。格栅应在开挖或初喷混凝土后及时架设。架设前应由测量人员将待架格栅的位置(里程、中线和水平)测放在岩面或喷射混凝土面上。格栅制作完成在运输过程中应避免磕碰变形。开挖完成后测量复核开挖断面,满足设计要求后进行安装控制点放线,准确测量出中线、水平点、里程及型钢拱架接点位置。放线完成后清理完成底部虚碴及杂物后,机械配合人工对拱架进行现场安装。安装时从下至上顺序安装,边墙安装后复测到位后对脚底和节点处进行固定。
采用锁脚锚管进行加固,保证拱加稳定牢固。边墙安装完成后进行拱部钢架安装,采用机械配合人工安装,顶部就位后先用螺栓连接,再对拱部和边墙处节点进行调整,达设计要求后再对拱脚处节点进行加固。然后对拱部超前小导管施工,并与钢架进行焊接,保证钢架稳固。钢架安装时,应严格控制其内轮廓尺寸,且预留沉降量,防止侵入衬砌净空。钢架与围岩间的间隙必须用喷混凝土充填密实;钢架应全部被喷射混凝土覆盖,保护层厚度不得小于40mm。钢架应按设计要求安装当拱脚开挖超深时,加设钢板或混凝土垫块。安装后利用锁脚锚杆(或锚管)定位;超挖较大时,拱背喷填同级混凝土,以使支护与围岩密贴,控制围岩变形的进一步发展。两排钢架间用Φ22钢筋拉杆纵向连接牢固。




小导管尖头冲孔机焊接自动化,建贸数控钢筋笼滚焊机厂家(绍兴市分公司)为您提供小导管尖头冲孔机焊接自动化产品案例,联系人:赵经理,电话:【13298459090】、【13298459090】。
其他新闻
- 316L不锈钢角钢优质商品价格 2025-12-26
- 6.3#304不锈钢槽钢全国供应- 2025-12-26
- 8163输送流体无缝管理论重量 2025-12-26
- 股权制作厂家|口碑 2025-12-26
- 小导管尖头一体机 2025-12-26
- 防辐射硫酸钡板价格 2025-12-26
- 消防通道植草格哪里有卖? 2025-12-26
- 32数控钢筋弯曲中心专业 2025-12-26
- 70个厚Dillidur500耐磨钢板【耐磨专家】 2025-12-26
- dr铅门施工标准 2025-12-26
- 防伪封皮类,防伪拒绝伪劣产品 2025-12-26
- 42crmo合金无缝管加工零售 2025-12-26
- 00Cr17Ni14Mo2板全国走货 2025-12-26
- 水下水下测量团队 2025-12-26
- 喷砂阀-喷砂机出砂调节阀产品细节 2025-12-26
产品分类
产品








联系方式
