


宜昌焊管工艺流程
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。
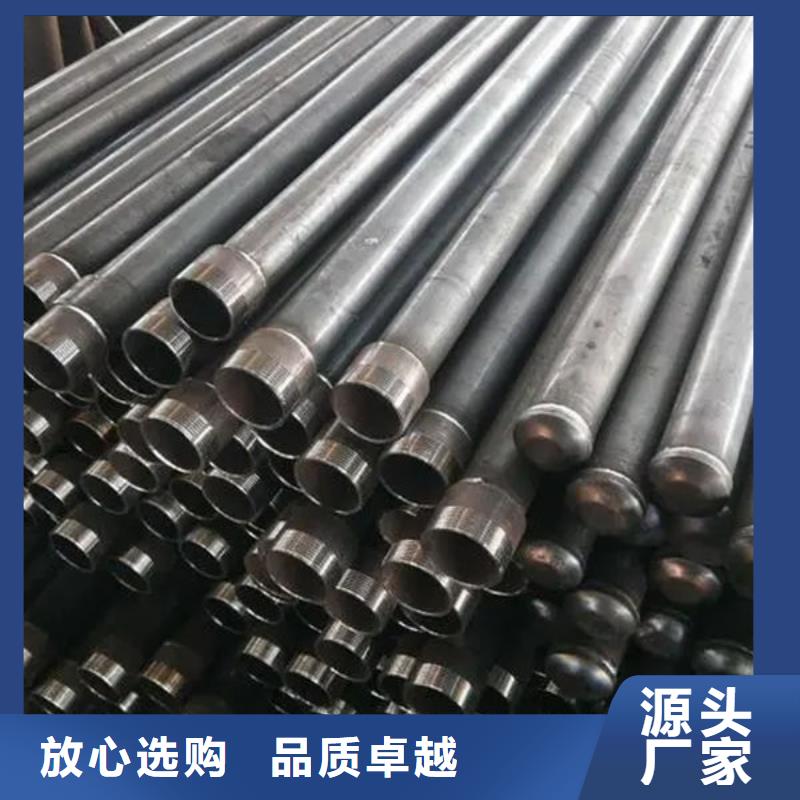
产品特点
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
宜昌桩基声测管连接的注意事项
1、注意密封圈是否完好。
2、螺旋必须用专用工具紧固到位。
3、下放钢筋笼时声测管接头处一定把铁丝从吊环内穿过绑在主筋上。
4、每下放完一节钢筋笼后必须把桩基声测管内加满清水。
5、焊接钢筋不要把电焊钳、搭铁线接触到声测管上,以免电焊强流造成声测管破漏。
6、钢筋笼下放完毕把桩基声测管内一定加满清水, 用盖盖好、严禁管内进入混凝土或水泥浆。

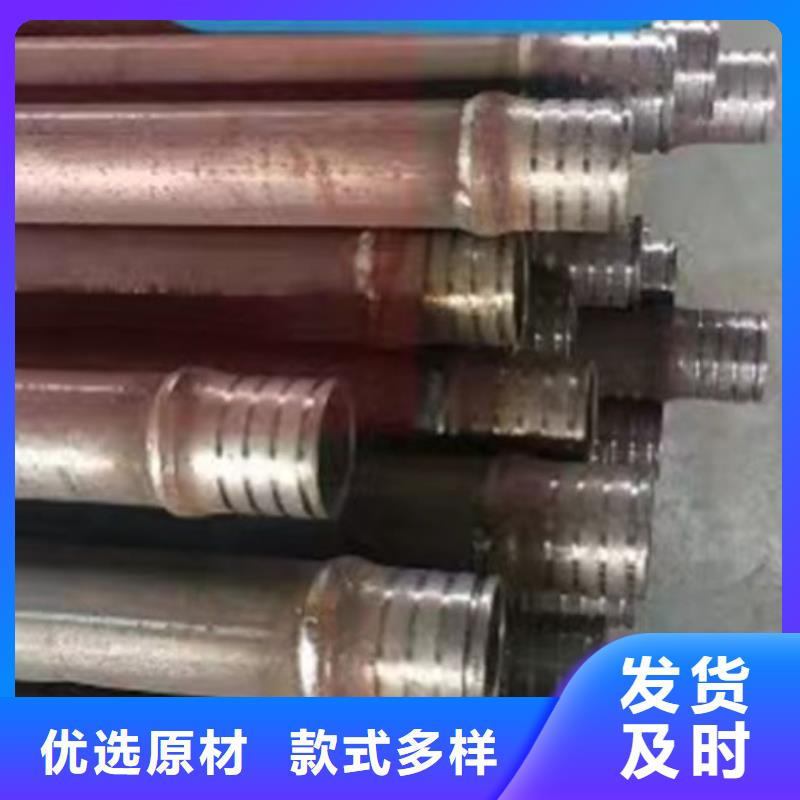
因宜昌声测管的焊接技术要求很高,需有专业的焊接人员。为保证桩基混凝土的质量,在桩基灌注过程中均有时间限定,采用焊接的检测管在钢筋笼对接过程中,还得焊接检测管,给钻孔灌注增加了施工风险。而我公司生产的声测管在安装过程中只需上管插入下管然后用简单的工具稍加紧固可。无须焊接,无须电力,无需任何技术,大大节约了施工时间,避免了过长时间的安装给施工带来的风险,大幅提高了工作效率。
桩基在混凝土灌柱时对声测管的密封性、抗渗性、抗拉性、抗扭矩、抗压等方面的要求特别严格,生产及安装中稍有不慎将造成堵管、渗漏或管变形,桩基检测将无法完成。现场焊接无法检测管壁、接口及管底的封头密封性,因此抗渗漏性能很难保证。而我公司生产的声测管从原料采购就由专人严把质量关,生产前后经过多次检测,产品成型后再需经三道检测工序即初检、气检、水检。确保产品合格率为100%,从而保证了桩基质检要求。
声阻抗率较低,用做宜昌声测管具有较大的透声率,通常可用于较小的灌注桩,在大型灌注桩中使用时应慎重,因为大直径桩需灌注大量混凝土,水泥的水化热不易发散:鉴于塑料的热膨胀系数与混凝土的相差悬殊,混凝土凝固后塑料管因温度下降而产生径向和纵向收缩,有可能使之与混凝土局部脱开而造成空气或水的夹缝,在声通路上又增加了更多反射强烈的界面,容易造成误判。
声测管的直径,通常比径向换能器的直径大l0mm即可,常用规格是内径50-60mm。管子的壁厚对透声率的影响很小,所以,原则上对管壁厚度不作限制,但从节省用钢量的角度而言,管壁只要能承受新浇混凝土的侧压力,则越薄越省。