
发布时间:2024-09-17 01:46:57 浏览次数:1 公司名称:[湛江]金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 100000 |
| 运费说明 | 3天 |
| 产地 | 山东 |
| 品牌 | 鑫中冶 |
| 销售范围 | 全国 |
| 联系方式 | 电话咨询 |
| 计量单位 | 吨 |
| 质量等级 | 一级 |
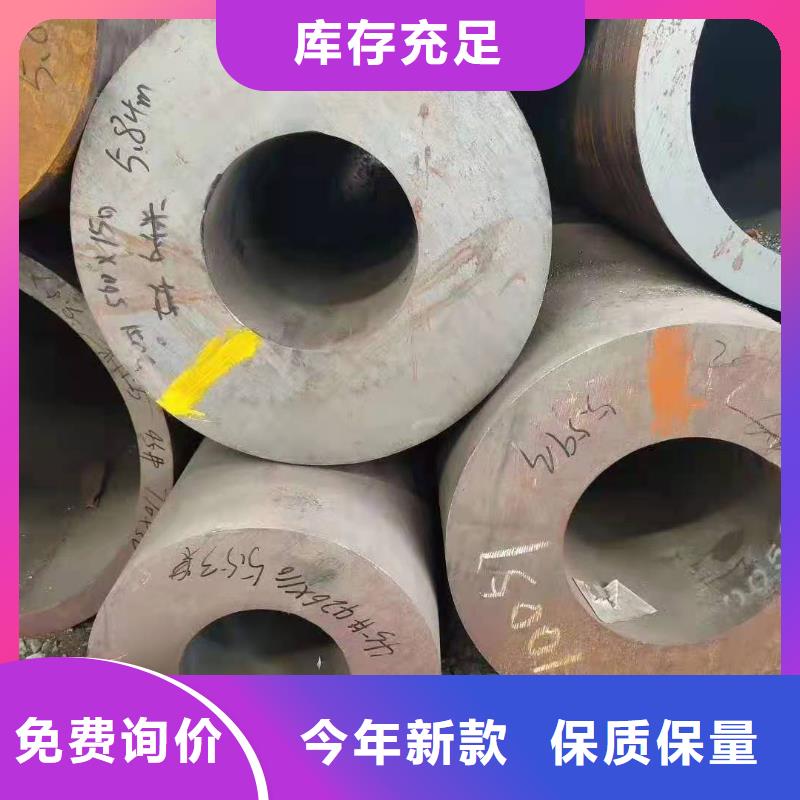



零切钢管变形太小,不能达到表面光洁度与尺寸精度的要求,也无法达到构件的强度指标;变形太大,钢管零切的塑性、韧性降低过多,而且,晶粒被拉得过分细长,形成了纤维组织,金属会具有明显的各向异性。冷拔钢管零切
钢管零切变形太小,不能达到表面光洁度与尺寸精度的要求矩形钢管切割,也无法达到构件的强度指标;变形太大,钢管零切的塑性、韧性降低过多,而且,晶粒被拉得过分细长,形成了纤维组织,金属会具有明显的各向异性。
冷拔钢管零切的轴向,平行于晶粒的拉长方向,强度升高;冷拔钢管零切的径向,垂直于晶粒的拉长方向,强度反而降低无缝钢管零切,而液压油缸应力正存在于钢管零切的径向上,所以,变形太大对充分发挥冷拔管的性能不利。
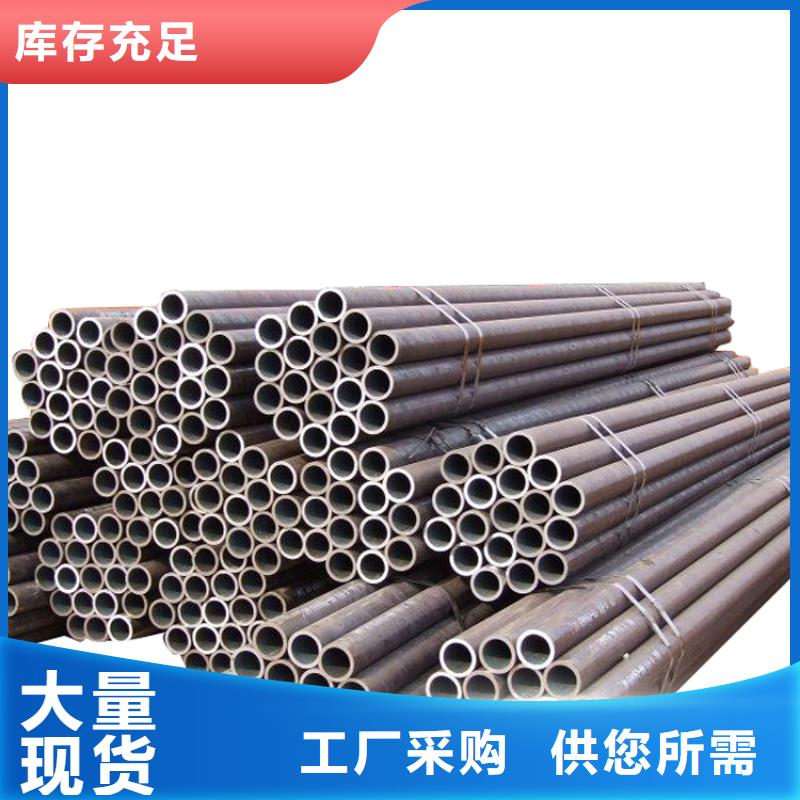
通过缜密的市场调查和研究发现,机械加工装置企业和成套设备企业,在选用了精密钢管零切之后,对天津钢管零切降低成本,提高利用率上,起到了极大的推动作用。
10年前大口径钢管切割,国内的机械加工装置企业和成套设备企业在使用钢管零切生产过程中,由于没有钢管零切,都是将不同口径的钢管零切采购回来后,经过车间技术工人的精心研磨,生产出所需口径的钢管零切。这种生产模式,比较被动和落后。并且花费的事件比较长,不能够应对瞬息万变的市场。而采用了钢管零切后(通常钢管零切多以小口径为主),首先是减少了等待时间,基本上从供应商手中拿到货后,不用在回车间研磨,就可使用。就是花费几天的供货时间,相对原先的生产模式,要节约百分之九十八的时间。并且,直接选用小口径精密钢管零切,可以很大程度的降低成本。举例来说,一种25*5的钢管零切,加工厂的加工都是以大批量的加工为主,然后经销售商推销,这样,一吨的25*5的钢管零切价格也就在7850元左右就可以运回到厂里,而原来的生产方式则是,厂里选购27*7的普通钢管零切,拉回厂里后,让车间的老工人锯成规定尺寸,然后上车床细细研磨。成本造价经核算下来,一吨高达11200元。而且,产生许多废料。



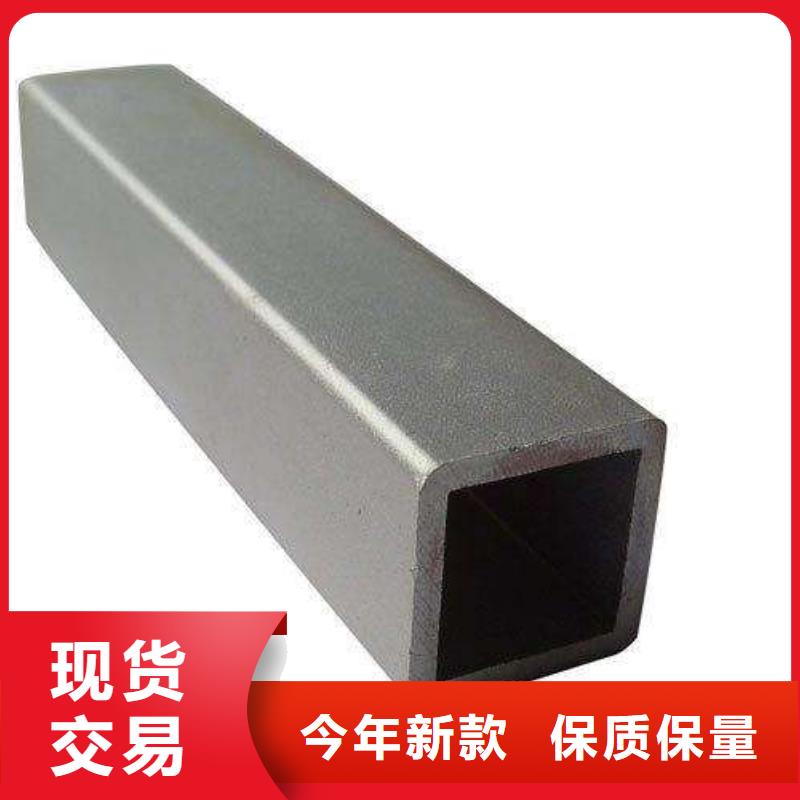
湛江金海金属材料有限公司坐落于开发区蒋管屯镇杜丹江路东首100号,地理位置较好,交通便捷,环境优美。公司致力于将自身打造成为一个能为客户和员工提供广阔发展空间的平台!本公司主营 无缝方矩管。我们的宗旨;质量是企业的灵魂,信誉是发展的保证!为客户提供良好的服务;是我们一贯的做法,快捷的反应和专业水准的服务成为你事业成功的伙伴,欢迎来电垂询,想顾客之所想,急顾客之所急,是我们对客户诚信的保证,公司愿与您搭起一座友谊的桥梁,铸就美好的未来!


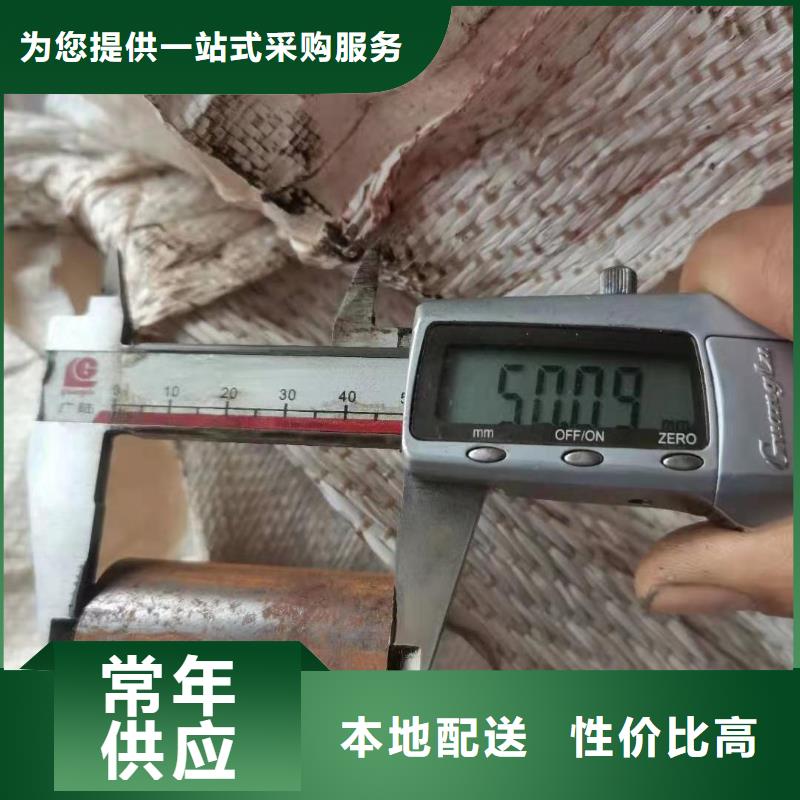
生产零切钢管所采用的标准
钢管零切的公称(标准)尺寸(直径×壁厚);
钢管零切壁厚公差;
钢带的厚度公差级别;
钢管零切焊缝修磨余量;
因素。
由上述因素得出的带钢厚度为:
T=t-k%t+∮+0.04+0.05
其中t:钢管零切的标准壁厚
k%:壁厚公差(k值为10%)
∮:为钢带厚度公差
修磨余量:0.04mm
因素余量:0.05mm



零切钢管制造过程中,从制造材料、工艺、焊接、无损检测、计量、工装等环节对钢管零切制造生产过程进行质量监控,那么在组装时,如何保证钢管零切的平整度及整体偏差呢?下面小编为大家分析一下。
1、弯管组装:弯管是特殊管节,其外形尺寸误差过大将给安装带来一定的困难,因此要求整体组装。
2、改进焊接工艺:采取小范围焊接,特别是头一层的焊接,增加焊接层次,以此减少焊接变形量,减少钢管零切外形尺寸的偏差。
3、直管对接方法:在滚焊台车上,先整体调整间隙、错牙,进行整体尺寸检查,检验合格后整体一次点焊。
4、改进坡口设计:采用不对称的X形坡口,不留间隙,内缝焊接完毕后,用碳弧气刨清根,使内外两面焊缝的实际面积接近相等,有利于减少变形及降低残余应力。



零切钢管 是0Cr25Ni20(310s)不锈钢的缩写,属于奥氏体铬镍不锈钢系.因为具有较高的铬含量和镍含量,此钢拥有较好的高温蠕变强度,在高温下能持续作业,具有很好的防氧化性、耐腐蚀性和耐高温性.适用于排气管道、热处理炉、热交换机、焚化炉等要求耐热性的高热或高温接触部件,使用温度范围很广,一般在1 000℃以下.
目前关于不锈钢在高温条件下氧化行为的研究报道很少,许多论述有待实验研究证实.本文主要通过不锈钢的高温氧化实验,测定了氧化动力学曲线,运用X射线衍射、扫描电镜(SEM)、能谱分析(EDS)等技术,对氧化过程中形成的氧化膜的形貌及成分进行了研究,推断了不锈钢的高温氧化机制.1试验材料及方法原始材料取自www.jbxgg2.com钢管零切,采用线切割将试验试样加工成7mm×7mm×3mm立方体,用200号砂纸打磨光亮,然后用酒精清洗干净备用.将试样块分为A、B两组并编号,A组试样块用来.


