


想要更直观地感受型材拉弯热轧方钢售后服务完善产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
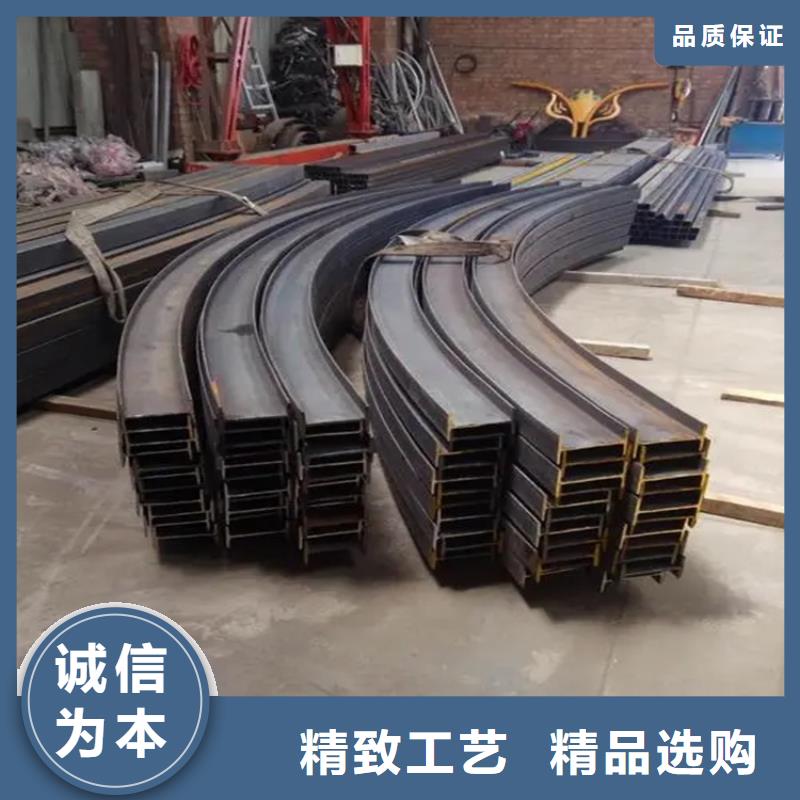
以下是:型材拉弯热轧方钢售后服务完善的图文介绍


型材拉弯等体积成形设备和钣金加工设备平行开展,出现规格种类齐全、数量增长敏捷、新式产品和技术不断得到运用等景象,产品全体技术水平和数控化率继续前进,并大量完成出口,满意了我国经济开展的需求。管材加工设备方面,因为我国管材运用量激增,管材运用市场非常之大、家具职业、体育器材、锅炉职业、汽车职业、排气管上等,在规格、种类、数量等方面增长敏捷,技术水平快速前进,根本满意国内市场需求。这些日常运用品、工商业等等所需求的管材加工弯管机设备根本都可满意市场需求。机械压力机、液压机、弯管机、液压弯管机、金属圆锯机、缩管机、等管材加工设备在加工精度、可靠性、技术指标、节能减排、宜人道等方面都有明显前进。新产品开发才能及市场竞争力都大大前进。以新工艺为导向,满意新工艺要求的特别结构、特别功能的锻压设备也不断出现。比如,等数控弯管机、切管机、弯管切管缩管与一体流水线管材加工设备,特别资料锻压设备等。



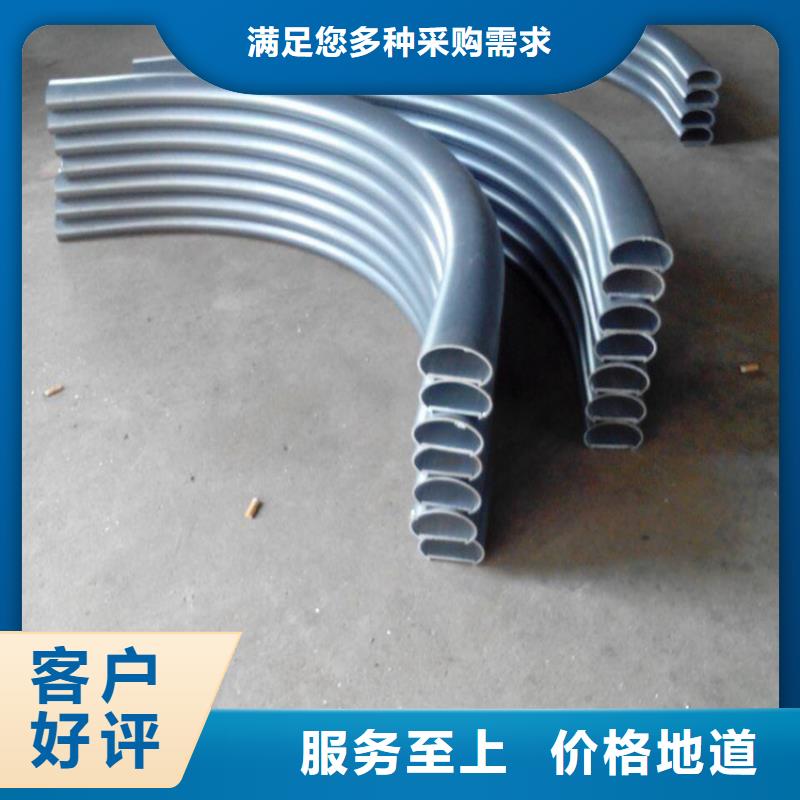
型材拉弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。

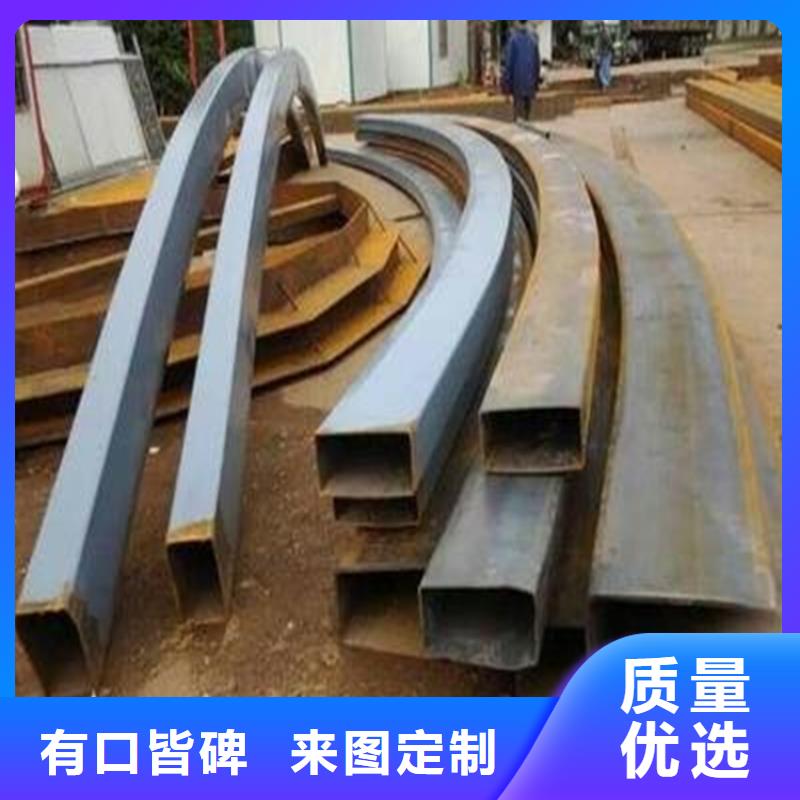
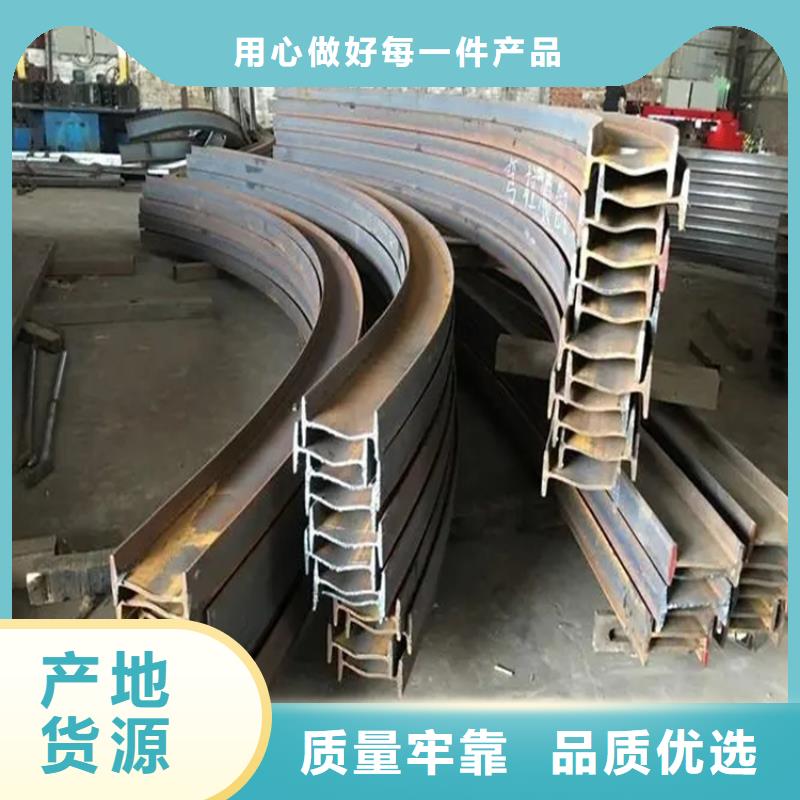
分析一下型材拉弯工艺的重点是什么所有的拉弯厂家以及拉弯型材的顾客都知道,拉弯便是把金属板材、管材和型材曲折成一定曲率、形状和尺度的工件的冲压成形的工艺。到目前为止,拉弯这项技能在各种高压容器。锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等的制造中发挥着重要作用。那拉弯工艺的要害因素是什么呢?型材拉弯厂相关技能专家经过多年的潜心研究与创新,总结出挑选合适的加工参数是拉弯成形工艺的要害要素。确认拉弯工艺参数首先要考虑的便是这两个方面。一是拉弯断裂,一是截面尺度变形量过大。别的,在收边拉弯加工中,加工参数挑选不妥会在腹板上产生失稳起皱的现象,这也是需要考虑的重要因素。


关于型材拉弯加工厂的应用介绍型材拉弯加工厂型材因为其良好的机械性能而广泛应用于航空和汽车工业中。型材拉弯加工厂型材拉伸曲折是指将型材预拉伸到资料的屈从限,在坚持的轴向张力的同时进行加载和曲折,型材拉弯厂使其进入模具的凹槽并成形的曲折进程。在曲折进程中,施加轴向拉力以战胜内侧起皱,截面应力分布,减少回弹,进步成形精度。这是型材型材拉弯中需求解决的首要问题之一。在拉伸曲折件的生产进程中,依据拉伸曲折件的外形规划,得到拉伸曲折模具的形状。即使轴向张力在技术规范规定的残余应变下尽可能地增加,因为型材零件的相对大的曲折半径,仍然存在数量的回弹。拉伸曲折的曲率仍然很小,所以拉伸后需求进行校准。在型材的拉伸曲折进程中,中性层以下的部分遭到纵向紧缩应力,径向和宽度方向也遭到紧缩应力。在三维压应力作用下,容易发生纵向缩短变形和径向增稠变形,严重时会产生起皱现象。贵阳型材拉弯厂型材的拉伸曲折首要是指在预拉伸到资料屈从限并坚持的轴向张力之前,型材被加载和曲折的曲折进程,从而将它们压入模具的空腔中构成。



西藏宏钜天成钢管有限公司坐落于经济开发区辽河路东首兴隆钢管市场,地理位置较好,交通便捷,环境优美。公司致力于将自身打造成为一个能为客户和员工提供广阔发展空间的平台!本公司主营 冷拔方钢。我们的宗旨;质量是企业的灵魂,信誉是发展的保证!为客户提供良好的服务;是我们一贯的做法,快捷的反应和专业水准的服务成为你事业成功的伙伴,欢迎来电垂询,想顾客之所想,急顾客之所急,是我们对客户诚信的保证,公司愿与您搭起一座友谊的桥梁,铸就美好的未来!


分析一下型材拉弯工艺的重点是什么所有的拉弯厂家以及拉弯型材的顾客都知道,拉弯便是把金属板材、管材和型材曲折成一定曲率、形状和尺度的工件的冲压成形的工艺。到目前为止,拉弯这项技能在各种高压容器。锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等的制造中发挥着重要作用。那拉弯工艺的要害因素是什么呢?型材拉弯厂相关技能专家经过多年的潜心研究与创新,总结出挑选合适的加工参数是拉弯成形工艺的要害要素。确认拉弯工艺参数首先要考虑的便是这两个方面。一是拉弯断裂,一是截面尺度变形量过大。别的,在收边拉弯加工中,加工参数挑选不妥会在腹板上产生失稳起皱的现象,这也是需要考虑的重要因素



