




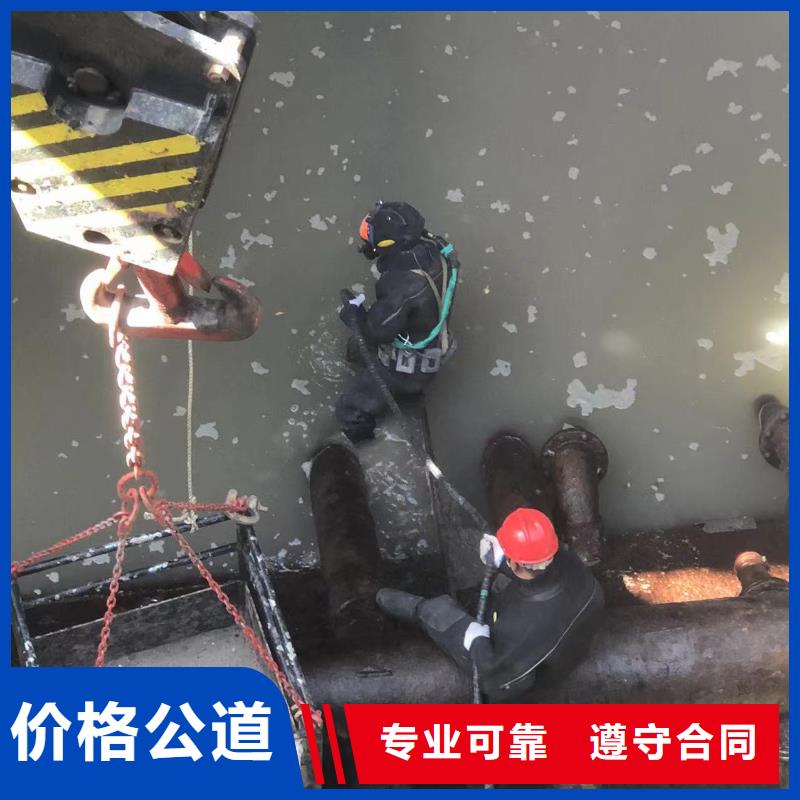


湿法焊接是焊工在水下直接施焊,而不是人为地将焊接区周围的水排开的水下焊接方法。
电弧在水下燃烧与埋弧焊相似,是在气泡中燃烧的。焊条燃烧时焊条上的涂料构成套筒使气泡安稳存在,因此使电弧安稳,如图8-1所示。为了让焊条在水下稳定地燃烧,必须在焊条芯上涂有一定厚度的药包,并用白腊或其它防水材料浸渍,使焊条具有良好的抗水性能。气泡由氢、氧、水蒸气和由焊条药皮燃烧发作的气泡;浑浊的烟雾生的其他氧化物。为战胜水的冷却和压力作用构成的引弧及稳弧艰难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。
与干式和某些干式焊接相比,水下湿法焊接应用Z多,但性较差。由于水具有导电性,因此防触电成为湿法焊接的首要伺题之一。事故因素是水下焊接和切割。
水下焊接和切割的危险因素是电弧或气体火焰在水下使用,与大气焊接或通常潜水相比更危险。
在作业点上方,半径相当于水深的区域内,不得同时进行其它作业。因水下操作过程中会有未燃尽气体或有毒气体逸出并上浮至水面,水上人员应有防火准备措施,并应将供气泵置于上风处,以防着火或水下人员吸入有毒气体中毒。
操作前,操作人员应对作业地点进行处理,移去周围的障碍物。水下焊割不得悬浮在水中作业,应事先安装操作平台,或在物件上选择的操作位置,避免使自身、潜水装具、供气管和电缆等处于熔渣喷溅或流动范围内。
潜水焊割人员与水面支持人员之间要有通讯装置,当一切准备工作就绪,在取得支持人员同意后,焊割人员方可开始作业。

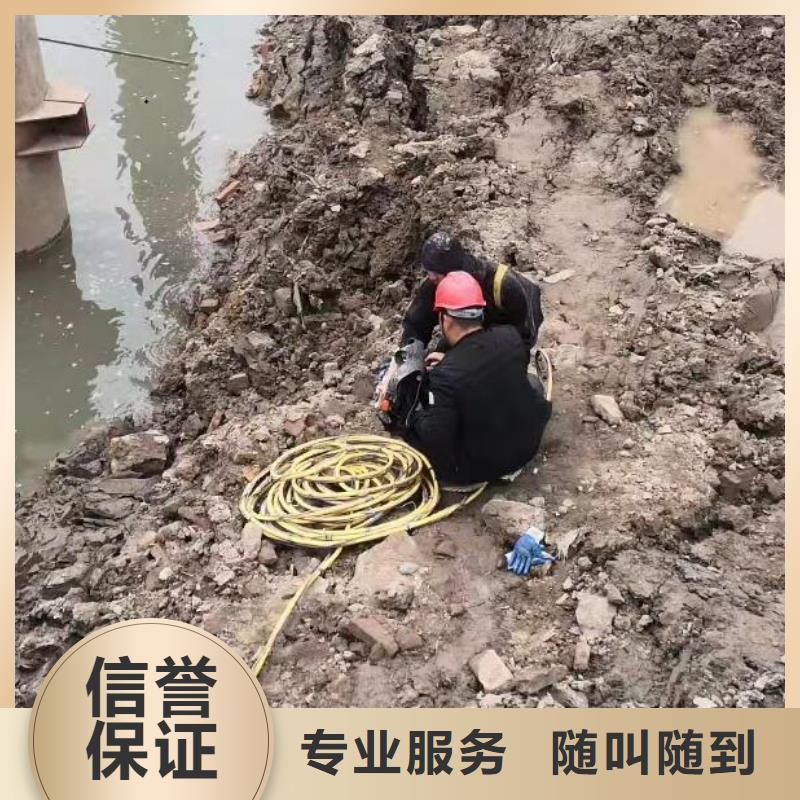
沉箱在存放、安装后未及时回填的情况下,若沉箱底部地基不好,沉箱下淤泥质土较多时,遇大风浪的情况下,容易产生滑移。或者拖轮长拖过程中遇风浪需弃沉箱的情况下。会出现沉箱部分或者全部淹没在水下的情况。针对此种情况,采用钢模板接 高,水下起浮站立沉箱的方式进行沉箱打捞。
模板接高打捞水下沉箱适用于水下站立沉箱的打捞,本工法相对于传统的封仓打捞沉箱的施工工艺,在大大节约施工人力、物力、施工成本的同时,且易于操作,结合沉箱存放、起浮技术进行沉箱打捞起浮,简便易行,省时省力。
施工工艺流程及操作要点
水下堵漏情况介绍
沉箱存放区淤泥较厚,约80cm。沉箱拖至存放区后坐于淤泥上。因存放时间较短,沉箱未坐实,存放两天后,遇海上强风浪,沉箱发生滑移。及时发现后,用缆绳、钢丝绳等将沉箱固定于存放时间较长且坐实的沉箱上。但仍有沉箱上顶面一半的面积沉入水下。
施工工艺流程
接高模板制作→潜水员水下进行模板安装→沉箱固定→抽水起浮。

在水下切割工程开始操作前应仔细检查、收拾供气胶管、电缆、设备、工具及号绳等,在任何情况下,都不得使这些配备和焊割成本身处于熔渣溅落和活动的路线上。应当移去操作点周围的障碍物,将自身置于有利的位置上,然后同水面人员联络并获得赞同后方可施焊。
水下切割工程设备和电源应具有杰出的绝缘和防水功能,其绝缘电阻值不得小于1MΩ,并且应具有抗盐雾腐蚀、大气腐蚀和抗海水腐蚀功能。
潜水打捞队在水下切割工程时,水下工程切勿背向接地址,即将自己置于工作点与接地址之间。不然,不仅简单产生触电事端,并且简单使潜水配备的金属部件受到电解腐蚀。应当注意,不得把手放在待焊割的工件上,一起又将焊条或电焊把手触及头盔而遭到电击。
无减压水下工程的极限深度是42米,在这个深度多停留5分钟;逾越这个深度和时限,就需求做更凌乱的处置。否则就有罹患减压病的风险。在比42米更浅的当地水下,每个深度都有一个对应的停留时间。

