


钢管喷漆清洗利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊等,因此在防腐生产中只作为辅助手段。工具除锈主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度酸洗一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。喷(抛)射除锈喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷(抛)射处理,不仅可以彻底铁锈、氧化物和污物,而且钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。
钢管喷漆磁粉探伤易于发现表面或近表面的缺陷,尤其是裂纹,但缺陷的显现程度与缺陷同磁力线的相对位置有关,当缺陷与磁力线垂直时显现得清楚,当缺陷与磁力线平行时则不易显现出来。磁粉探伤在锅炉压力容器制造、安装、检验得到了广泛应用,特别是球罐开罐检查中更是不可缺少的检验方法。渗透探伤液体渗透探伤是检查焊缝表面或近表缺陷的一种方法。此方法不受材料的磁性限制,可以用于各种金属与非金属材料、磁性与非磁性材料。液体渗透探伤法是依据物理学中液体对固体的湿润能力和毛细现象为基础的。在进行液体渗透探伤时,首先将被探伤的焊缝表面浸涂具有高度渗透能力的渗透液。由于液体的润湿能力和毛细现象,渗透液便渗入焊缝表面的缺陷中,然后将焊缝外表面的渗透液清洗干净,再涂一层亲和吸附力很强的白色显像剂,将渗入焊缝表面裂纹中的渗透液吸出来,在白色涂层上便显示反映缺陷的形状和位置的鲜明图案。液体渗透探伤按缺陷显示方法不同可分为颜色显示的着色法和荧光显示的荧光法。着色探伤法是利用染料颜色来显示缺陷,溶于渗透液中的染色物质应有鲜明易见的颜色。荧光显示探伤法是利用荧光物质的发光来显示缺陷的。在探伤中,被吸附在缺陷中的荧光物质,受到紫外线的照射,因吸收光能而达到受激状态,进入不稳定状态,势必从这一不稳定状态回到稳定状态,降低势能,放出光量子,即发出了荧光。涡流探伤即用激磁线圈使导电工件内产生涡流,通过检测线圈测量被检物涡流的变化量来进行的工件探伤方法。
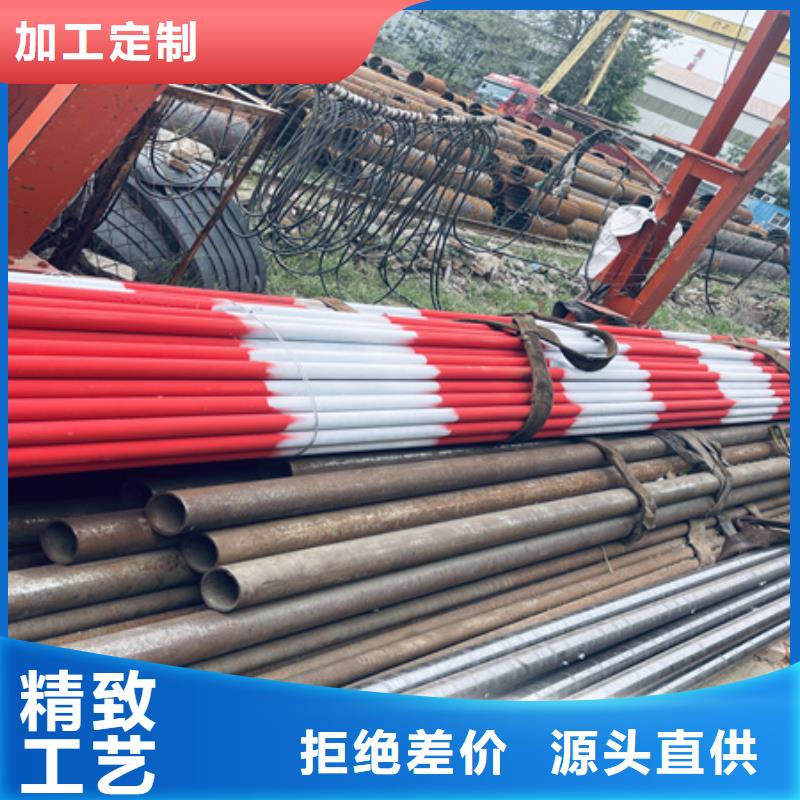
酸洗钝化钢管运达施工工地必须对其连接,今日小编就为大伙儿详细介绍一下常见的几类连接方法:电焊焊接联接:电焊焊接是较为传统式的接口方式,工程施工简易,一切方式的管路预制构件都可以立即相接;经济发展性价比高,可保持自动化技术实际操作联接的密封性好。将法兰盘电焊焊接到无缝钢管支管两边,随后正中间再加密封垫再开展对,。工程施工比较简单,工程造价高过电焊焊接。管沟件联接:这类接口方式在液體、汽体管路的联接中也比较普遍,一般采用刚度连接头、不锈钢卡箍、机械三通和沟槽式法兰、有弯管、三通、四通、异径管等。酸洗钝化钢管全称之为熔结环氧树脂/阻燃塑料高压聚乙烯构造防护层,由以熔结防锈涂料、胶黏剂、高压聚乙烯三层构成,薄厚约1.8-3.7mm分普通、级和特级。钢管喷漆
钢管喷漆常用的无损探伤方法有:射线探伤、超声波探伤、磁粉探伤、渗透探伤、涡流探伤五种。另外还有泄漏检测、声发射检测、应力测试、目视检查等。射线探伤利用射线具有穿透金属和其他物质的能力进行检查焊缝质量的方法称为射线探伤。射线探伤的基本原理是投影原理。射线在穿过焊缝金属时,当焊缝金属中存在缺陷(如裂纹、夹渣、气孔、未焊透等)时,射线在金属和缺陷中衰减程度不同,在胶片上感光度也不同。在金属中射线衰减快,在缺陷中射线衰减慢。因此,采用射线探伤可以将焊缝中缺陷的大小、形状和位置判断出来。由于射线探伤是投影原理,这种方法对于体积形缺陷(如夹渣)比较敏感。又由于这种方法可以记录保存,我国锅炉压力容器对此方法较为信任。我国锅炉规程规定,额定蒸汽压力大于等于0.1MPa而小于3.8MPa的锅炉锅筒纵环焊缝、集箱的纵缝和封头的拼接缝,要进行100%射线探伤;大于等于3.8MPa的锅炉则,要进行100%超声波探伤加至少25%的射线探伤。
