
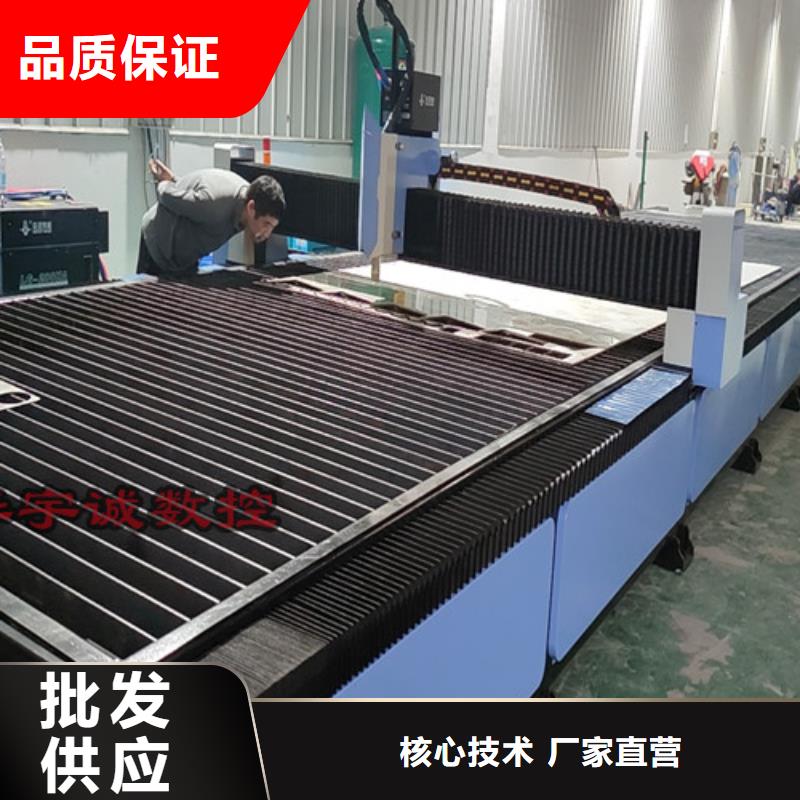






当前大家对于数控等离子切割机都是颇为感兴趣的,大家都想要了解一下数控等离子切割机,那么小美也是在网络上收集了一些关于数控等离子切割机的一些信息来分享给大家,希望能够帮到大家哦。
1、数控等离子切割机,就是指用于控制机床或设备的工件指令(或程序),是以数字形式给定的一种新的控制方式。
2、将这种指令提供给数控自动切割机的控制装置时,切割机就能按照给定的程序,自动地进行切割。
3、数控切割由数控系统和机械构架两大部分组成。
4、与传统手动和半自动切割相比,数控切割通过数控系统即控制器提供的切割技术、切割工艺和自动控制技术,有效控制和提高切割质量和切割效率。
5、 数控切割:是指数控火焰、等离子、激光和水射流等切割机,根据数控切割套料软件提供的优化套料切割程序进行全时、自动、高效、高质量、高利用率的数控切割。
6、数控切割代表了现代高科技的生产方式,是先进的优化套料计算技术与计算机数控技术和切割机械相结合的产物。
本文到此结束,希望对大家有所帮助。
数控等离子切割机系统具有的优势
专用数控系统应用于等离子弧切割,相比火焰切割将存在质的不一样,很多用户都不明白这点。业内人士都晓得切割专用数控系统关于切割零件的轮廓速度控制与切割技术的需求永远是对立的。
切割技术通常需求对于所切割的零件轮廓速度要相同,可是又为了确保机床的切割平稳又必须在各个角落处进行减速、加快操作,然后会带来在角落处的切割质量降低。
关于火焰切割,因为切割速度是十分慢的,所以对各个角落处的切割质量影响不大,而关于等离子弧切割,跟着切割速度越大,各个角落处的切割质量就越差,特别薄板切割就愈加显着了,所以关于数控系统就提出了更高需求。
在切割前进行角落处速度预处理,依据角落线段的相交角和系统参数"离心加快度"以及当时设定的切割速度来归纳计算角落处应减到的速度,然后尽量保持切割速度。就象开车,在不一样大小的转弯处,采纳不一样的速度,而国内大多数系统没有角落处速度预处理功能,因此用户能够很简单依据角落的速度改变来判别系统的好坏。
数控等离子切割机切割质量的评价指标这一节我们谈一下数控等离子切割机切割质量的评价指标,对于数控等离子切割机切割质量的评价指标,相信大家都不是很清楚,接下来就由武汉耐霸小编来给大家介绍一下。 数控等离子切割机切割质量的评价指标目前还没有推荐性的标准,只有行业标准:即《热切割等离子弧切割、质量和尺寸偏差》(JB/T 10045.4-1999)。对等离子弧切割质量的评价主要包括以下几个方面: 一、切口的宽度:它是评价切割机切割质量的重要特征值之一,也反映切割机所能切割小圆的半径尺寸。它是以切口宽处的尺寸来计量的,大部分等离子切割机的切口宽度在0.15~6mm之间。造成的影响:1、过宽的切口不仅会浪费材料,也会降低切割速度和增大能耗。2、切口宽度主要与喷嘴孔径有关,一般来说,切口宽度总是要比喷嘴孔径大10%~40%。3、当切割厚度增加时,往往需要使用更大的喷嘴孔径,切口也将随之加宽。4、切口宽度增加,会使割件的变形量增大。二、表面粗糙度:它用来描述切口表面的外观,确定切割后是否需要再加工。它是测量切口深度2/3处横断面上的Ra值。由于切割气流的作用在切割前进方向上产生纵向振动的结果,主要形式是切割波纹。一般要求氧乙炔法切割后的表面粗糙度:1级Ra≤30μm,2级Ra≤50μm,1级Ra≤100μm。等离子弧切割的切口Ra值通常超过火焰切割的水平,但是低于激光切口Ra值(小于50μm)三、切口棱边的方形度:它也是反映切割质量的重要参数,关系到切割后所需要再加工程度。该指标常用垂直度U或角度公差来表示。一般来说:等离子弧切割时其U值与板厚及工艺参数关系密切,通常在U≤(1%~4%)δ(δ为板厚),激光切割U≤0.5mm。四、热影响区的宽度:该指标对于那些可硬化或可热处理的低合金钢或合金钢非常重要,过宽的热影响区宽度会明显改变切口附近的性能。空气等离子弧切割的热影响区宽度在0.3mm左右,水下等离子弧切割时,热影响区宽度还可以更窄。五、挂渣量:是描述热切割后在切口下缘粘附的氧化物熔渣或重新凝固材料的多少。挂渣的等级通常是靠肉眼观测来确定的,一般用无、轻微、中等和严重等术语来描述。另外,对割缝直线度、上缘的熔化度以及缺口等也应该有相应的要求。 
数控等离子切割机与激光切割机的比较
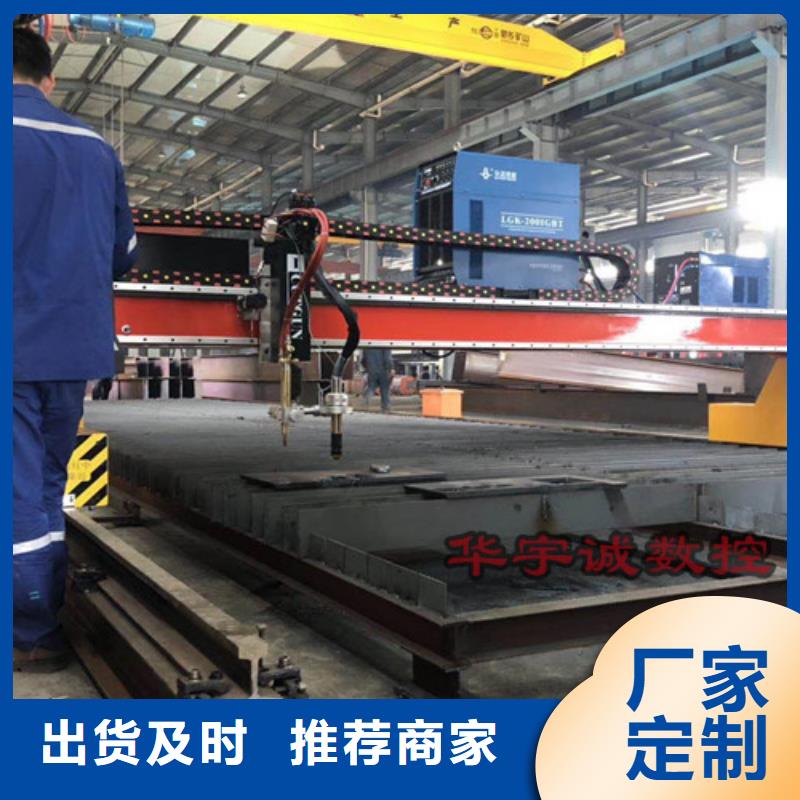
数控等离子切割机是一种新型的热切割设备,它的工作原理是以压缩空气为工作气体,以高温高速的等离子弧为热源、将被切割的金属局部熔化、并同时用高速气流将已熔化的金属吹走、形成狭窄切缝。
等离子切割机可用于不锈钢、铝、铜、铸铁、碳钢等各种金属材料切割,不仅切割速度快、切缝狭窄、切口平整、热影响区小,工件变形度低、操作简单,而且具有显著的节能效果。等离子切割机适用于各种机械、金属结构的制造、安装和维修,作中、薄板材的切断、开孔、挖补、开坡口等切割加工。
激光切割是利用高功率密度的激光束扫描过材料表面,在极短时间内将材料加热到几千至上万摄氏度,使材料熔化或气化,再用高压气体将熔化或气化物质从切缝中吹走,达到切割材料的目的。
激光切割,由于是用不可见的光束代替了传统的机械刀,激光刀头的机械部分与工作无接触,在工作中不会对工作表面造成划伤;激光切割速度快,切口光滑平整,一般无需后续加工;切割热影响区小,板材变形小,切缝窄(0.1mm~0.3mm);切口没有机械应力,无剪切毛刺;加工精度高,重复性好,不损伤材料表面;数控编程,可加工任意的平面图,可以对幅面很大的整板切割,无需开模具,经济省时。
就切割精度而言,等离子能达到1mm以内,激光能达到0.2mm以内;在成本上等离子切割机相对于激光切割机来说要便宜的多,在加工精度上等离子切割相对于激光切割一个是粗加工,一个是精细加工!
等离子切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
等离子切割发展到现在,等离子切割机可采用的工作气体(工作气体是等离子弧的导电介质,等离子切割机又是携热体,同时还要排除切口中的熔融金属)对等离子弧的切割特性以及切割质量、速度都有明显的影响。常用的等离子弧工作气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体。
等离子切割机广泛运用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等各行各业!
