



教你如何降低钢板切割成本20CrNi3A钢板切割
如何降低钢板火焰切割成本?
对于气体来说,氧气是可燃气体燃烧时所必须的,以便为达到钢材的点燃温度提供所需的能量;另外,氧气是钢材被预热达到燃点后进行燃烧所必须的。切割钢材所用氧气必须要有较高的纯度,一般要求在99.5%以上,一些优良地方的工业标准要求氧气纯度在99.7%以上。氧气纯度每降低0.5%,钢板的切割速度会要降低10%左右。如果氧气纯度降低0.8%-1%,不仅切割速度下降15%-20%,同时,割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量亦明显劣变,气体消耗量也随着增加。显然,这会降低了生产效率和切割质量,生产成本也会明显地增加了。
20CrNi3A钢板切割除了氧气之外,还可采用液氧切割,虽然一次性投资大,但从长远看,其综合经济指标比想象的要好得多。气体压力的稳定性对工件的切割质量也是至关重要的。波动的氧气压力将使切割断面质量明显劣变。气压压力是根据所使用的割嘴类型、切割的钢板厚度而调整的。切割时如果采用了超出规定数值的氧气压力,并不能提高切割速度,反而使切割断面质量下降,挂渣难清,增加了切割后的加工时间和费用。
今日中厚板市场价格再次呈现高位上行走势,早盘开市后,期货市场虽短暂呈现弱势开局,但随着6月份宏观数据发布,以及环保限产话题持续发酵,期货主力市场逐渐震荡趋强运行,直接带动现货商家报价稳中探涨操作。从当前商家心态来看,普遍认为国内第三季度环保限产政策或将全面落地,在粗钢产量整体减少的前提下,加之需求部分释放,市场价格涨幅可期,结合目前货币利好政策,短期国内中板报价上涨仍有很大空间,有鉴于此,预计明日国内中厚板市场报价或继续小幅探涨运行。
今日热轧板卷市场报价继续高位上调运行,从盘面来看,早盘开市后期货主力市场呈现低开走势,好在国内大部分商家对于后期看法仍保持较为乐观态度,近期现货报价普遍趋稳。随着各地区环保限产消息发酵,期货市场逐渐呈现震荡偏强运行,现货商家紧随其后,二次报价普遍补涨操作,截止下午发稿,国内大部分区域市场价格较上周五有明显上调痕迹,但市场整体成交量有所下降,追踪各地区大户成交情况来看,如华东、华南地区大户日出货量普遍不足千吨,经过周末补库后,大户库存压力略有上升。后期来看,当前市场环保限产消息仍属于热议话题,加之从今天发布出口数据来看,热卷出口量持续上涨,因此,短期内热卷需求量保持良好,有鉴于此,预计明日国内20CrNi3Agb 市场价格或继续高位探涨运行。
、7月19日生铁市场价格稳中有涨。炼钢生铁(L10):唐山地区报4180元,比上一交易日涨50元;翼城地区报 4270元,比上一交易日涨50元;临沂地区报4230元,比上一交易日涨30元。铸造生铁(Z18):翼城地区报4650元,比上一交易日涨60元;徐 州地区报4600元,比上一交易日持平;淄博地区报4560元,比上一交易日持平。球墨铸铁(Q12):翼城地区报4700元,比上一交易日涨90元;徐 州地区报4620元,比上一交易日持平;临沂地区报4750元,比上一交易日涨70元。今日国内生铁市场稳中有涨,但市场整体成交情况略显一般。据了解, 由于河南、山西、河北等地区球墨铸铁厂停限产,导致市场供应减少,铁厂库存量不大,加上原材料价格持稳高位,铁厂利润低位,河北、山东地区部分铁厂报价上 调,但因现正处于生铁市场传统淡季,市场需求一般,其他地区铁厂维稳观望为主。炼钢生铁方面,在采钢厂数量不多,铁厂以积极出货为主,议价空间较大。焦炭 价格虽下调,但生铁成本依旧高位,铁厂利润偏低,商家降价意愿不高,综上所述预计7月20日国内生铁市场主稳个调。
教你如何降低钢板切割成本20CrNi3A钢板切割
7月19日铁矿石市场价格稳中偏弱。唐山地区66%酸粉湿基不含税主流市场价格为1295-1305元,较上一工作日持平;建平地区65%-66%酸粉湿基不含税市场价格为1315-1325元,较上一工作日持平;淄博地区65%-66%酸性干基含税现金市场价格为1715-1725元,较上一工作日下调5元。进口矿外盘市场61.5%澳粉参考价格218.5-219美元,较上一工作日上调0.6美元。青岛港61.5%PB粉参考价格为1480元,较上一工作日下调15元。61%麦克粉参考价格为1440元,较上一工作日下调15元。天津港61.5%PB粉参考价格为1485元,较上一工作日下调15元;超特粉参考价格为1040元,较上一工作日下调15元。国产矿方面,今日国内精粉市场价格普遍维稳,华东地区小幅回落5元。由于多数钢厂利润处于偏低水平,各地精粉价格持续上涨较为困难,但同时因市场资源供应紧张,价格也难有大幅度回落。今日唐山地区鑫达、国义钢厂上调铁精粉采购价格30-50元,预计短期内矿市场价格仍保持高位。进口矿方面,早盘港口大型贸易商市场报价普遍下调15-20元不等,钢厂对于下半年的限产预期增强,故铁矿石采购积极性稍显一般。今日市场出货意愿尚可,整体成交情况一般,综上预计7月20日铁矿石市场维持震荡运行。


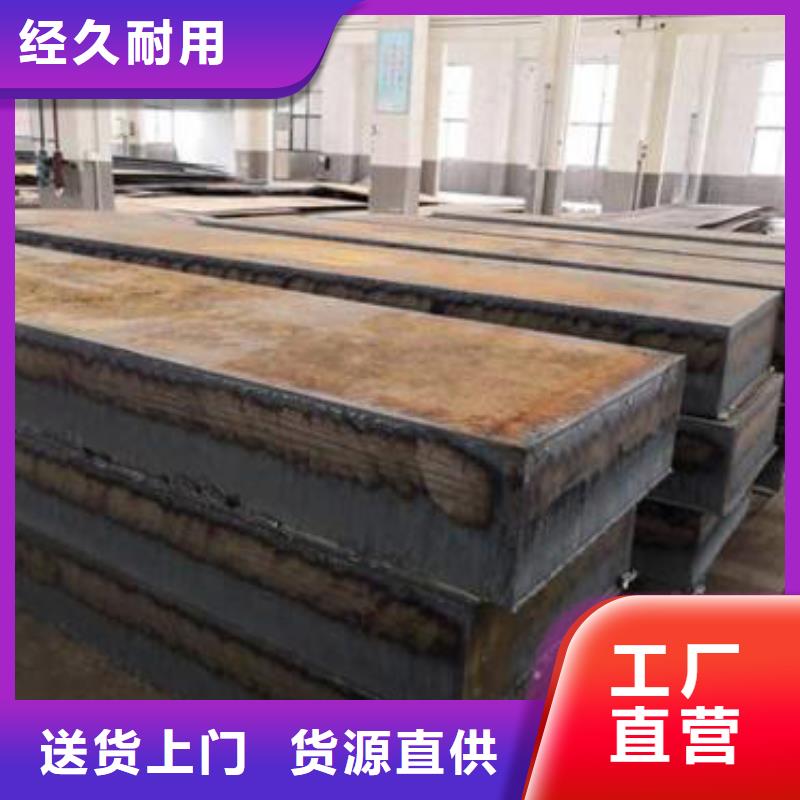
特厚钢板前景一片大好,16Mn宽厚钢板切割异形件
16Mn特厚钢板切割过程中,需要事先了解具体切割方法。位置不同,在整个切割过程中,方法上也会有一定的差异,而且各位置的切割作用和效果也不一样。切割前,需要对具体方法有一定的了解,这是选择切割方法的前提和基础。
大家在进行16Mn特厚钢板切割时,要注意切割的价格。各种方法在价格上也会有一定的差别,而我们要看的是具体的一些切割价格情况,如果能正确地去理解清楚,那么在各种不同的方式中,我们所做的选择就会比较准确,也能给大家带来更多的保障。
对特厚钢板切割有一定的了解,了解自己需要注意的一些问题,这对每个人都很重要。假如我们在做的过程中,能积极地去考虑一些实际的事情,把整个切割工作做得更好,那么接下来就能给自己带来更多的保障,所以大家要提前做好各方面的考虑,对于整个切割过程中的问题要有所了解。
特厚钢板前景一片大好,16Mn宽厚钢板切割异形件
因为当前很多行业中是需要使用到不同规格,不同尺寸的钢板,因此需要完成对钢板的切割,这个时候就出现了一些数控设备,能完成数控钢板切割,在进行设备的使用中,更是需要做好正确的操作,才能保证其中的切割效果。
、注意切割中细节问题
在完成数控钢板切割的时候,还是需要注意其中的一些细节问题,尤其是切割的速度不能太快,如果单纯的为了追求其中的切割速度,反而会导致忽视了很多的细节问题,这样就很容易出现一些废旧的材料,会导致原材料的浪费,因此要注意切割的速度不能太快,尽量是可以通过低速来进行切割加工,这样就可以提升其中的生产效率。
第二、做好相应的预热工作
既然是要进行数控钢板切割,还是应该先做好预热,有些钢板在进行切割的时候往往还是很容易出现一些裂纹情况,有的时候则是因为温度比较低导致的,所以说要注意做好预热方面的处理,要先针对其中的钢板完成预热,这样才可以使得钢板温度可以得到逐渐的提高,之后就可以进行切割,从而能确保了钢板加工质量。
如今数控钢板切割的确是成为厂家会选择的一种加工方式,但是在进行切割的时候还是需要注意很多方面,包括像是其中的细节,还有就是做好预热等,这些都是要注意到的,只有这样,才能保证完成切割,拥有需要的钢板。



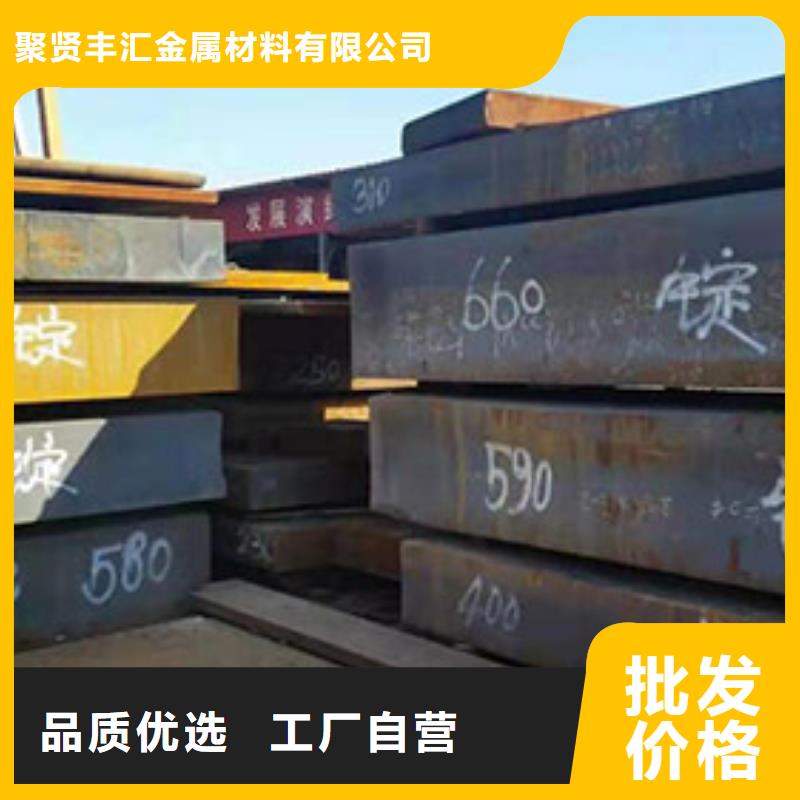
毕节聚贤丰汇金属材料有限公司多年来始终坚持“诚信为本,质量保证,客户至上”的服务理念,为广大客户和消费者服务,本公司一贯奉行以质量求生产,以质量求发展,对 冷拉圆钢产品精益求精,以优质的 冷拉圆钢产品供给客户,服务至上,价格合理,而受到广大客户的赞誉,欢迎广大客户来厂实地考察洽谈。


聚贤丰汇特钢有限公司专注钢板下料、钢板切割、中厚钢板加工、特厚钢板零割、在现代社会,钢板生产厂家产品的引进越来越成为城市规划中不可缺少的材料。钢板生产厂家在我们的生活中扮演着越来越多的角色,给我们的生活带来了越来越多的便利,人们接触的钢板生产厂家产品也越来越多。钢板生产厂家逐渐与人们的生活息息相关。因此,钢板生产厂家的优点被越来越多的人所认可。
为了避免资源的浪费,我们在加工钢板下料的时候要充分利用材料,这样才能保证质量的稳定和性价比的提高。
在钢板加工的过程中,合理的利用资源可以做出更好的产品,那么我们在切割钢板的时候怎样才能做出更合理的产品呢?聚贤钢板加工厂为您总结了以下注意事项。
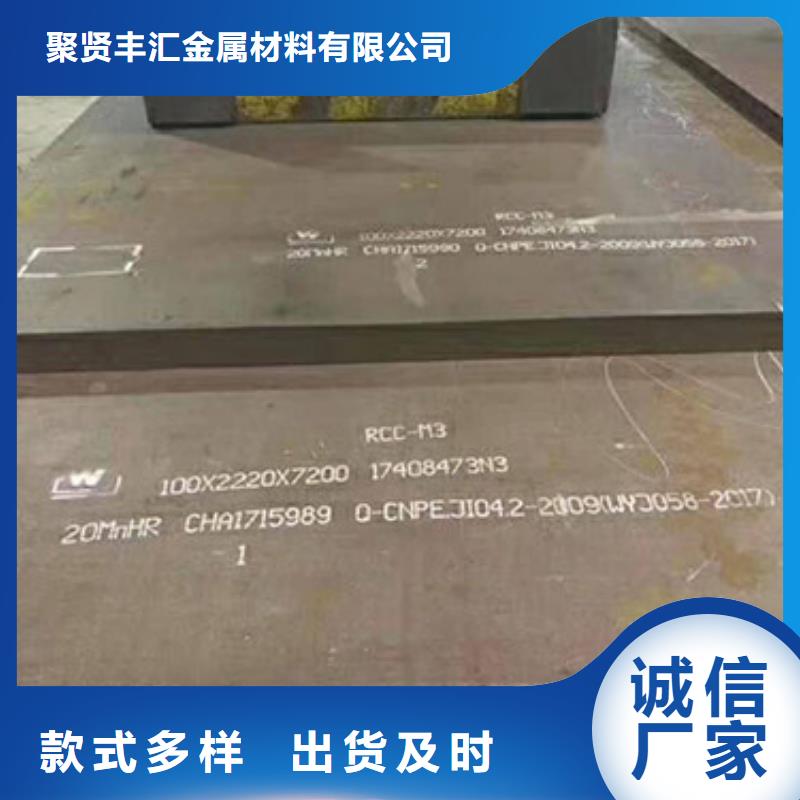
钢板切割下料的标准是我们将要开始了解的,而对于钢板切割来说也是必不可少的,所以我们需要了解和学习。下面聚贤编辑将推出这些内容,希望对大家有所帮助,让这些知识能够更好的为我们服务。
物料需求当钢板切割和钢板下料时,应先检查质量和各项指标是否符合规定的要求。还需要检查钢板中所含的各种信息是否正确,一切确认后才能开始下料。
切割操作过程
(1)自动切割时,钢板放在平台上后,钢板两端与导轨的距离应在5mm以内。
(2)如果是半自动切割,那么应将导轨放置在钢板平面上,然后放在切割机上。
(3)有割炬的一侧应面向操作者,切割喷嘴的选择应根据钢板厚度确定,切割直线度、速度、切割参数和工艺参数应适当调整,以达到 切割效果。
(4)切割钢板前,要对钢板进行清洗,清除表面的污垢和杂质,并在下面留出一定的空间,以便吹渣。
(5)割炬的移动应均匀。火焰芯 与切割片表面的距离为2~5mm。如果距离太近,切口的边缘会融化。如果距离太远,热量会不足,切割容易中断。
(6)如果钢板下料的厚度相对较大,使用的火焰预热应足够大,气流的长度应该超过三分之一的工件的厚度,和应该有一定的夹角切割喷嘴与工件的表面,一般10-20度,这样可以加热均匀的边缘部分。
(7)在钢板切割过程中,要随时观察一些可以影响切割质量的因素,确保切割能够连续进行。
热切割件的检验指标
(1)钢切割完成后,应检查切割表面有无裂纹、夹渣等缺陷,一般为外观检查。
(2)在被切割工件上应标明名称、编号等信息,并进行标识,包括部件规格、部件材料等,以便一目了然。



