



不要错过这部精心制作的9cr2mo、量大优惠产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:9cr2mo、量大优惠的图文介绍

无论采用何种冶炼方式,对原料和辅助材料的要求均很严格。冶炼时选用硫、磷以及其他杂质含量低的优质生铁和废钢。对造渣材料如石灰和萤石、铁矿石以及各种铁合金、脱氧剂、增碳剂等除了有严格的质量规定外,使用前还要彻底干燥,以防气体和夹杂带入钢水中。冶炼须在炉体良好的情况下进行。冶炼好并且成分合格的钢水一般在高出液相线温度80~120℃下出钢。若采用真空处理或浇铸,出钢温度要相应提高,以补偿这些工序带来的温度损失。出钢、真空处理和浇注所用的出钢槽、钢水包、中间罐以及钢锭模、浇道、冒口等均经过严格的检查,以避免钢水在出钢、处理和浇注过程中带入夹杂。轧辊钢锭的浇注可分为上注和下注。与上注法相比,采用下注法浇注的钢锭表面质量要好。但下注法对浇道耐火材料的要求严格。


三、是利用专业工具强化磨削效果。由于高速钢轧辊硬度高,研磨比较困难,要选用专用砂轮和自动磨床。研磨完成后,采用涡流探伤仪和超声波探伤仪进行辊面的复合探伤。正常下机的高速钢轧辊磨削后可残留热裂纹上机使用。而轧制事故下机的高速钢轧辊,须在磨削清除辊面裂纹的基础上增加一定的磨削量。
高速钢轧辊在使用中常出现的问题可以归纳为以下三大病症
一、是轧辊表面易产生氧化、裂纹、剥落等缺陷。应该针对不同的轧机架次和轧制环境选择不同化学成分和金相组织的轧辊。高速钢轧辊的冷却条件比高铬铸铁轧辊的冷却条件强。冷却水量应尽可能充分,宜采用扁平嘴取代原来的锥形喷嘴,并且将3/4冷却水用于轧辊出钢口侧的冷却,将轧辊表面温度控制在50℃以下。另外,辊身中部的冷却水量应成倍于辊身边部的冷却水量,否则不仅易造成轧辊裂纹,而且在过钢量不太多时易出现带钢“三点差”过大或“飘带”现象。一些轧钢厂家甚至须要增加40%~60%的冷却水,因此轧钢厂家在使用高速钢轧辊前应考虑冷却水量的问题。



张掖新物通物资有限公司是专业从事规划、设计、生产、销售、安装及服务于一体的 弹簧钢厂家、310S不锈钢管、316不锈钢管、不锈钢管生产厂家制造服务商。


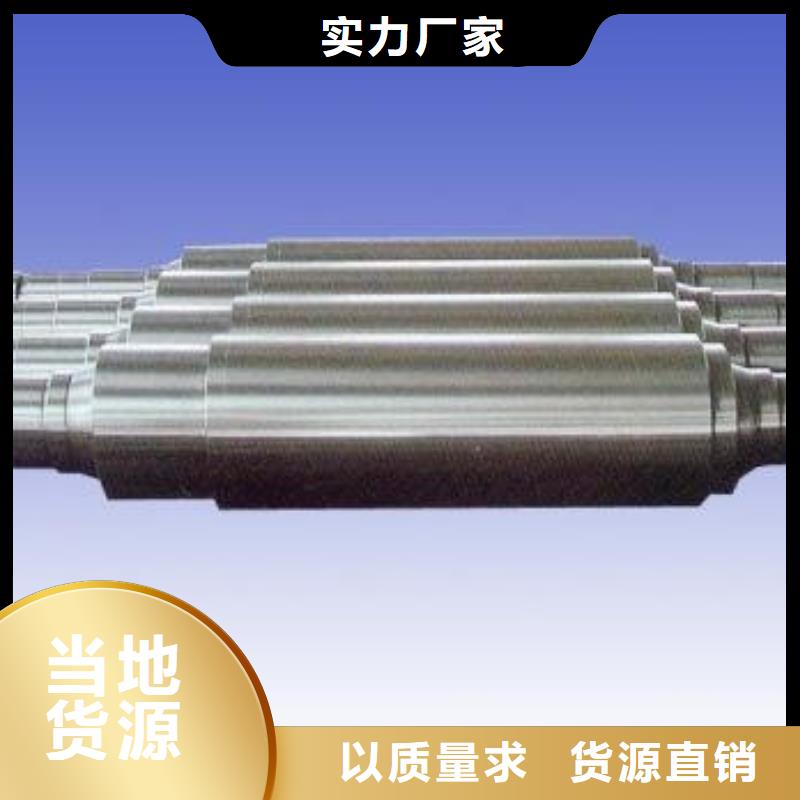
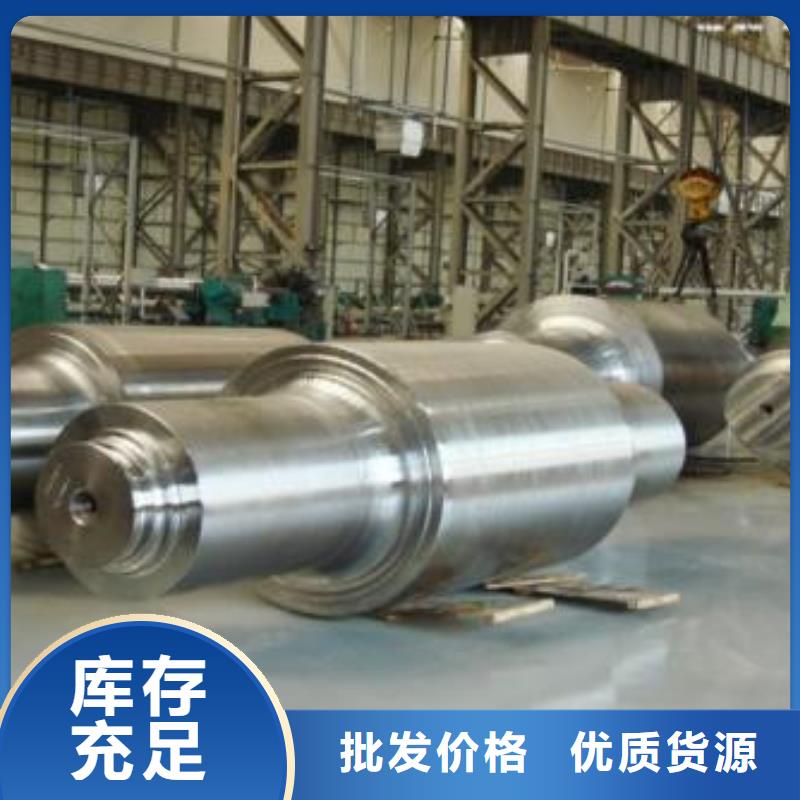
常用冷轧辊中工作辊的材料有9Cr,9Cr2,9Crv,8CrMoV等,冷轧辊要求表面淬火,硬度为S45~105。热轧辊常用的材料有55Mn2,55Cr,60CrMnMo,60SiMnMo等,热轧辊使用在开坯,厚板,型钢等加工中。
常用冷轧辊中工作辊的材料有9Cr,9Cr2,9Crv,8CrMoV等,冷轧辊要求表面淬火,硬度为S45~105。
热轧辊常用的材料有55Mn2,55Cr,60CrMnMo,60SiMnMo等,热轧辊使用在开坯,厚板,型钢等加工中。
辊种类很多,常用的轧辊品种有铸钢轧辊、铸铁轧辊和锻造轧辊三大类,在型材轧机上还有少量硬质合金轧辊(钨钢轧辊)。轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件。轧辊是轧钢厂轧钢机上的重要零件,利用一对或一组轧辊滚动时产生的压力来轧碾钢材。它主要承受轧制时的动静载荷,磨损和温度变化的影响。
常用冷轧辊中工作辊的材料有9Cr,9Cr2,9Crv,8CrMoV等,冷轧辊要求表面淬火,硬度为S45~105。
热轧辊常用的材料有55Mn2,55Cr,60CrMnMo,60SiMnMo等,热轧辊使用在开坯,厚板,型钢等加工中。
辊种类很多,常用的轧辊品种有铸钢轧辊、铸铁轧辊和锻造轧辊三大类,在型材轧机上还有少量硬质合金轧辊(钨钢轧辊)。轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件。轧辊是轧钢厂轧钢机上的重要零件,利用一对或一组轧辊滚动时产生的压力来轧碾钢材。它主要承受轧制时的动静载荷,磨损和温度变化的影响。



