
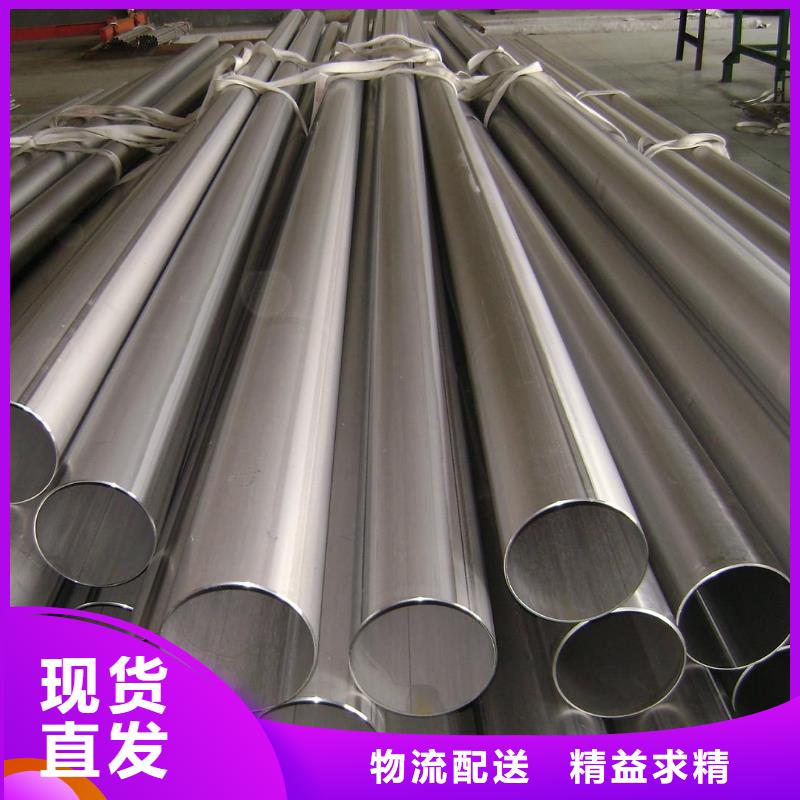

山西国耀宏业钢铁有限公司拥有一批高素质的技术管理队伍以及【槽钢】完整的制造工艺,为客户打造出,节能,稳定,美观,实用的【槽钢】。高品质(山西国耀宏业钢铁有限公司家通过ISO9001质量体系,完善的售后回访制度,严格把关每一个细节,做到每个【槽钢】都在优化改进)高技术(山西国耀宏业钢铁有限公司坚持每年拿销售收入百分之十投入作为研发费用,与行业领头企业建立技术交流通道,不断吸收消化国际先进的【槽钢】技术)效率高(山西国耀宏业钢铁有限公司拥有十余台【槽钢】精加工设备,还有十余名行业技术人员,保证用短时间为客户做出质量好的【槽钢】产品)


奥氏体的固溶强化不同于铁素体的固溶强化规律。溶质原子在晶格中造成球面对称畸变,并且影响了奥氏体的层错能,形成铃木气团。一般情况下,各合金元素对奥氏体的影响规律是线性的,其中,间隙原子N、C强化作用,置换式铁素体形成元素Mo、V、Si等次之,置换式奥氏体形成元素Mn、Co等弱。
Ni是起固溶软化作用的。关于奥氏体不锈钢管室温强度计算公式较多。分析了88种18Cr-8Ni型奥氏体不锈钢管中合金元素对室温强度的影响,用统计回归方法得到的经验计算式。理论上除了合金元素对强度有影响外,还有晶粒大小、孪晶数量、第二相等也有影响。
但由于基体是FCC结构,有影响但不是很大。而且,实际很多文献中试验结果都缺少晶粒尺寸、孪晶数量等数据。在耐热奥氏体不锈钢管的一般标准中,其晶粒尺寸一般都在6-9级,差别不是很大。一般情况下,孪晶的作用很小。因此,在建立有关计算公式时,为简化,可不考虑晶粒尺寸、孪晶数量等因素。
在计算时注意了钢的固溶组织在室温下应为奥氏体。献表达式验算,所有奥氏体不锈钢管在高温固溶时无δ铁素体,并且马氏体相变点Ms、Mεs均低于室温。奥氏体钢的室温强度主要取决于C、N,其他置换元素影响较小。钢的室温强度是合金元素的函数,钢的强度随温度升高而降低,呈指数规律变化。



c)TiC固溶到奥氏体晶格中并形成贫铬层而引起的晶间腐蚀1Cr18Ni9Ti奥氏体不锈钢厚壁钢管,因加入了化元素Ti等,且Ti主要是以TiC的沉淀游离态存在。焊接过程中,TiC在高温下将发生溶解,Ti会以间隙原子的形式进入到奥氏体晶粒的晶格间隙中,C会进入到奥氏体点阵的空隙中,且其固溶量随温度的升高而增大。
超窄间隙焊接采用低线能量,不仅可加快熔池的凝固速度、缩短C向奥氏体晶界的扩散时间、C的扩散程度、C在晶界的富集量、降低晶界贫铬程度,还能阻阻奥氏体中析出б相,减轻焊缝区晶间腐蚀的倾向、防止熔合线附近发生刀状腐蚀;同时还能缩短HAZ区敏化加热的时间,提升接头耐晶间腐蚀的能力。
冷却凝固过程中,C的扩散能力较强,向奥氏体晶粒的边界运动,而Ti则因扩散能力不足,保留在原来位置附近,造成C在晶界大量富集而达到过饱合。若经历450~850℃的敏化加热,C与Cr化合使晶界贫铬。在腐蚀介质中,导致晶间腐蚀,在熔合线附近易出现深而细如刀削切口的晶间腐蚀(即刀状腐蚀)。


太钢新不锈钢棒线材智能化生产线,是以全面提升不锈钢棒线材产品质量、生产效率,降低生产成本,节约能源消耗,保障安全生产、绿色生产,提高客户满意度为目标,将智能管理、智能控制和智能生产有机结合,集“资源—生产—产品—消费—废弃物再资源化”为一体的智能制造项目。
该项目将采用世界先进的不锈钢棒线材轧制工艺技术和装备,在继续保持年产20万吨不锈钢棒线材生产能力不变的前提下,可实现轧制、退火、精整、打捆等各工序的动态优化,进而实现品种结构、质量水平、能源消耗等生产指标的不断进步。据测算,项目建成后,将提升生产效率40%,降低能耗10%以上,成为国内 竞争力的不锈钢棒线材生产线之一。
不锈钢棒制造智能化生产线的建立,让不锈钢棒的生产工艺得到提升,质量得到更精确的保证。
无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。

