



准备好领略10号精拉无缝钢管承接产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:10号精拉无缝钢管承接的图文介绍



但问题是芯棒工作辊家常,芯棒循环线加长,设备投资增加。现在分析计算表明,芯棒限动速度提高至0.08-0.41m/s是比较适合实现的。大直径钢管的生产:目前,国内设计的20#精轧管机的 规格是φ273mm机型,在几乎未加任何设备改造的情况下,轧制荒管的规格达到φ360mm。而根据对斜轧技术的研究,包括对φ720mm的辊式扩管机的研究,20#精轧管机设计φ508mm或φ530mm机型完全可能。穿孔机和轧管机钢管旋转方向的研究:绝大多数机组的布置中,穿孔机和轧管机都采用与轧制荒管同向旋转的工艺设计,钢管管体和内外表面质量良好。但在20#精轧管机组出现过一种情况:精轧管机轧制荒管的旋转方向与穿孔钢管旋转方向相反的工艺和布置,其轧制钢管质量良好,对此现象,还需进一步研究分析。锥形辊穿孔机的选型:锥形辊穿孔机的轧辊有立式布置和卧式布置之分,使用中两种方式都存在。



运城江泰钢材自成立以来,非常注重 35CrMo精密钢管材料、标准件等的质量把关,严禁使用质量次的非正规厂商的物件,以确保 35CrMo精密钢管产品的优良品质,使得我们的 35CrMo精密钢管产品得到各行业用户的信赖,取得了良好的经济效益和社会效益。


组织特征是裂纹两侧无脱碳现象,明显区别于锻造裂纹和材料裂纹。认识和掌握它变化规律可以使轴承零件变形置于可控范围,有利于生产正常进行。当然在热处理过程中机械碰撞也会使零件产生变形,但这种变形是可以通过改进操作等来加以减少和避免。 精密光亮管高频淬火具体步骤当精密光亮管淬火面积大于设备时,采普通淬火方式是较为浪费资源,所以这时我们就会采高频淬火。下面是高频淬火具体步骤:加热速度极快,可扩大A体转变温度范围,缩短转变时间 淬火后精密无缝钢管表层可得到极细隐晶马氏体,硬度稍高(2~3HRC)。脆性较低及较高疲劳强度。经该工艺处理精密无缝钢管不易氧化脱碳,甚至有些工件处理后可直接装使。淬硬层深,易于控制操作,易于实现机械化,自动化。金属硬度检测精密光亮钢管两种方法精密光亮钢管金属硬度检测方法:精密光亮钢管硬度是检测钢管力学性能常见指标之一。检测方法通常有两种,一个是静态试验方法,还有动态试验方法。静态试验方法:这类方法试验力施加是缓慢而无冲击



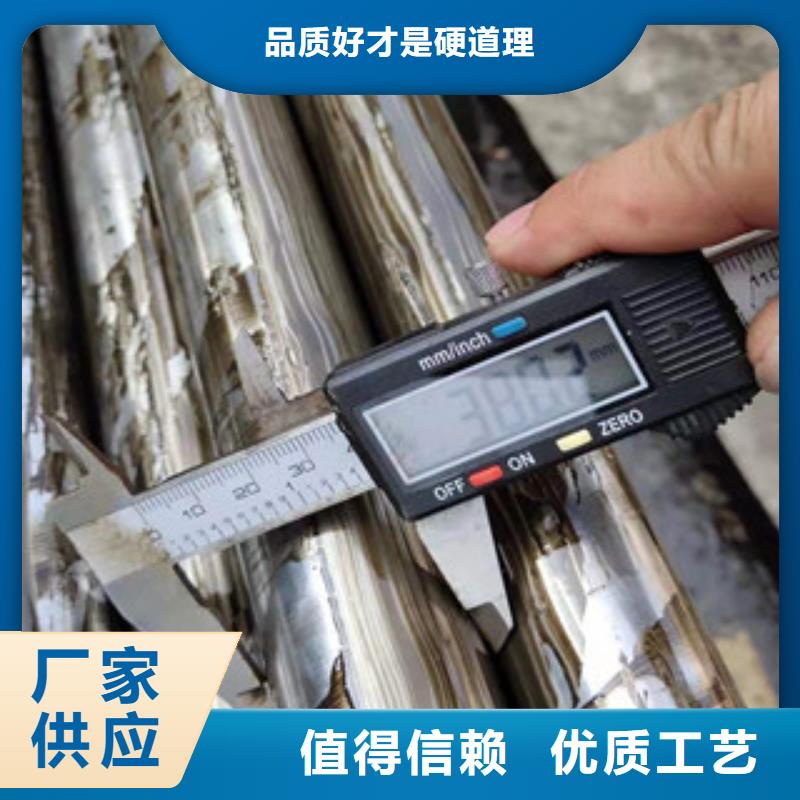
对于管材一般常用的有布氏、洛氏、维氏硬度三种。布氏硬度(HB):用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa)。规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧管外径5~200mm。壁厚2.5~12mm。 外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。 钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。 冷拔或冷轧精密 P91精密钢管《表面质量》参照GB3639-83。
