您的位置>首页 >晋城当地产品新闻 >
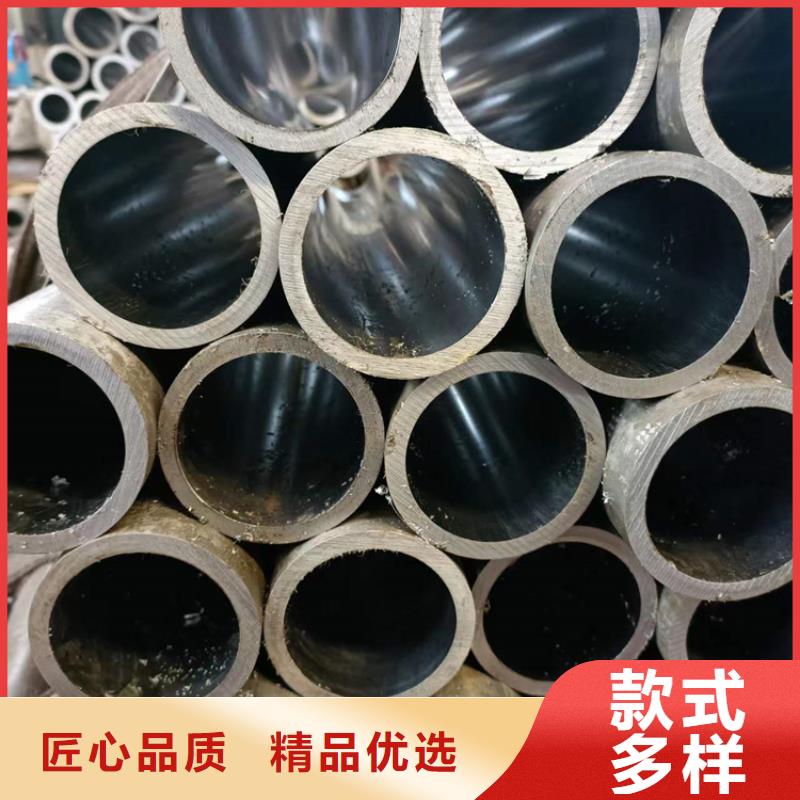
冷拔珩磨管产品应用广泛
发布时间: 2024-09-08 11:02:53 浏览次数:1
以下是:冷拔珩磨管产品应用广泛的产品参数
| 产品参数 |
|---|
| 产品价格 | 6500/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#珩磨管 |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸汽车配件 |
|---|
| 是否进口 | 否 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/Q345B/27SiMn |
|---|
| 质量等级 | 正品 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 是否厂家 | 是 |
|---|
| 加工定制 | 是 |
|---|
以下是:冷拔珩磨管产品应用广泛的图文视频
导读 冷拔珩磨管产品应用广泛,山西省晋城市安达液压机械专业从事冷拔珩磨管产品应用广泛,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到山西省 晋城市 沁水县、阳城县、陵川县、泽州县、高平县,以下是冷拔珩磨管产品应用广泛的详细页面。 山西省,晋城市 晋城市,山西省辖地级市,古称建兴、泽州、泽州府。位于山西省东南部,全境居于晋城盆地,四周群山环绕,中部相对平坦,丹河与沁河纵流全市,因春秋末年迁晋静公到此而得名,总面积约9490平方千米,是山西省东南门户。截至2023年3月,晋城市下辖1个市辖区、4个县,代管1个县级市。2022年,晋城市常住人口218.93万人。
山西晋城市冷拔珩磨管产品应用广泛
九冶管业有限公司
 怎样修复珩磨管的表面缺陷1、加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2、优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3、热轧管内孔缺陷清理珩磨管的基本构成液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。
若是要将库存的珩磨管拿出来加以运用,那么在这之前必须对珩磨管进行适当的加工处理,而清洗则是其中基本的一项。具体的操作要求可以参考以下说明。珩磨管储存的时间久了,其表面也会有污垢积存,因此在珩磨管使用之前一定要进行清洗。而清洗效果如何,除了与清洗方法有关之外,和珩磨管表面加工的状况也有关系,因此洗刷的间隔时间也要根据实际情况来决定。但是一般来讲,用于外部的珩磨管 每年洗刷两次,不仅是为了得到优质的表面质量,也是为了延长珩磨管使用寿命,在实际应用中能发挥更好的作用。
怎样修复珩磨管的表面缺陷1、加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2、优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3、热轧管内孔缺陷清理珩磨管的基本构成液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。
若是要将库存的珩磨管拿出来加以运用,那么在这之前必须对珩磨管进行适当的加工处理,而清洗则是其中基本的一项。具体的操作要求可以参考以下说明。珩磨管储存的时间久了,其表面也会有污垢积存,因此在珩磨管使用之前一定要进行清洗。而清洗效果如何,除了与清洗方法有关之外,和珩磨管表面加工的状况也有关系,因此洗刷的间隔时间也要根据实际情况来决定。但是一般来讲,用于外部的珩磨管 每年洗刷两次,不仅是为了得到优质的表面质量,也是为了延长珩磨管使用寿命,在实际应用中能发挥更好的作用。
 九冶管业有限公司
山西晋城市冷拔珩磨管产品应用广泛
九冶管业有限公司
山西晋城市冷拔珩磨管产品应用广泛
总结 冷拔珩磨管产品应用广泛_山西省晋城市安达液压机械,固定电话:17706353138,移动电话:17706353138,联系人:高经理,QQ:3573482096,辽河路燕山路交叉口南500米东首 发货到 山西省晋城市。