



想要探索承插式球墨铸铁管的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
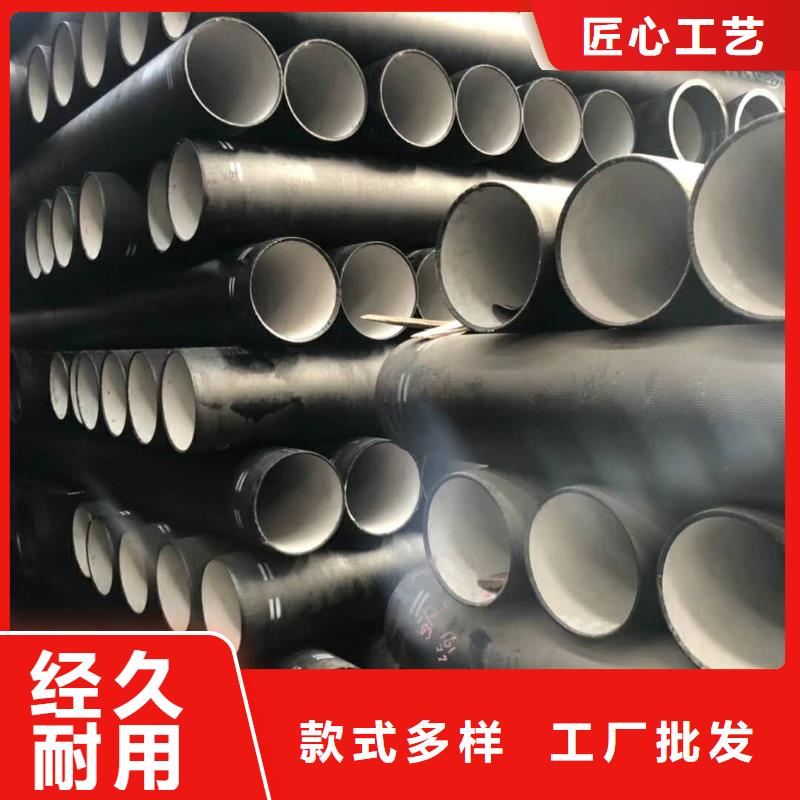
以下是:承插式球墨铸铁管的图文介绍
您好,感谢您在万千 自锚式球墨铸铁管中您找到了我们,关于 自锚式球墨铸铁管的任何问题,您都可以通过页面的联系方式找到我们,我们会给您细致的回答。


浸涂时使泡沫塑料模样变湿,降低了刚度,烘干后产生变形,造成了后来用铝制或聚氯乙烯定型环的方法得到了解决,即在涂料前将定型环放入承插口内径,在 次涂料烘干后,消失模的刚度明显增加再涂第二次涂料,即可变形。用消失模工艺铸出的球墨铸铁管件与砂型相比外观质量有明显的提高,球墨铸铁管件易变形。造成变形主要在制模、涂料、填砂造型等工序上。致使管件几何尺寸不符合标准尺寸。对于大口径球墨铸铁管件更容易产生变形。所以采用树脂砂圆环支持的办法解决变形或组合采用内加支撑环,外部加入支撑钢带的复合措施来防止。消失模所用的涂料是水基涂料,但也出现了一些意想不到的缺陷,现将这些缺陷形成的原因及克服的方法介绍如下。



球墨铸铁管逐步开发应用了从炉料处理、修炉、烘炉到配加料、鼓风。炉况控制、铁液检验等全过程的操作技术。在较短的历程中,我们在冲天炉理论研究、炉子结构、修炉材料、送风系统、热能利用、强化底作燃烧、炉内气氛调整控制、铁液炉前检验、消烟除尘、非焦炭化铁、配料及熔炼过程计算机优化控制等诸多方自都取得了可喜的成绩。球墨铸铁管冲天炉居铸铁熔炼设备之首,至今仍担负着80%以上铸铁件的熔炼任务。70年代以后,符合我国特点的炉型和熔炼技术已逐渐完善和成熟。



球墨铸铁管件消失模铸造浇注位置的选择非常重要。依据合金的凝固理论和实际生产经验,在选择浇注位置时应注意以下几点。 把加工面尤其是重要的加工面朝下或垂直放置。这一点和砂型铸造是相同的,因为在金属静压力的作用下,尽量把消失模上的开口部分(如窗口、凹槽及孔穴等)朝上安放,便于填砂造型,保证紧实。为了保证铸件轮廓、棱角清晰,设计的直浇道要有必要的充型压力头,高于铸件上水平面160~210mm,有足够上升速度,可避免铸件产生皱皮、冷隔和夹渣疤等缺陷。铸件下部凝固时容易得到补缩,使其组织致密。对消失模铸造更是如此,因为消失模在遇到高温金属液生成的熔渣,易浮到铸件的上表面,加工面就能得到保证。当然,理想的是熔渣上浮到设置的冒口里。


球墨铸铁管2002年获冶金产品质量金杯奖,球墨管技术应用:。在埋地管道中能与管道周围的土体共同工作。管道的受力状态,从而了管网运行的可靠性。因此,目前我国供水行业通常采用球墨管作为主管材。与会的专家、教授认真听取了各项目负责人对项目成果研制开发情况的汇报,仔细审阅了鉴定资料,并就相关细节和应用情况进行了评估和问询,各项目负责人员认真答疑。经过评价委员会专家反复、仔细讨论,一致认为:“百年寿命球墨管是以镁或稀土镁结合金球化剂在浇注前加入铁水中,使石墨球化。应力集中降低,使管材具有强度大、延伸率高、耐冲击、耐腐蚀、密封性好等优点;采用水泥砂浆衬里,了管道输水、了供水能力、降低了能耗;管口采用柔性接口,且管材本身具有较大的延伸率(>10%),使管道的柔性。离心球墨铸铁管为城镇供水协会、城市燃气协会产品。



