
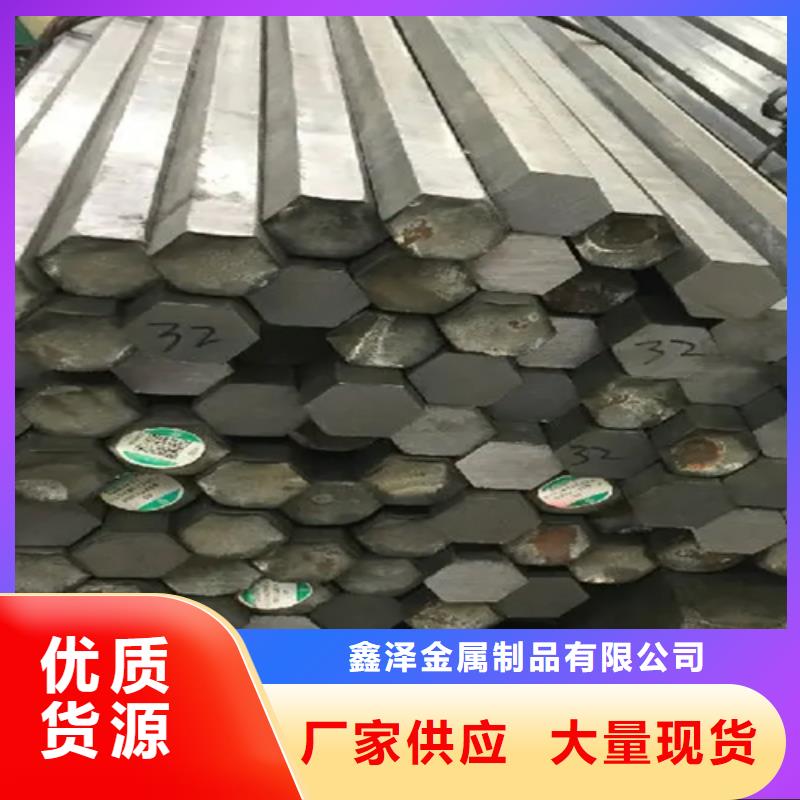


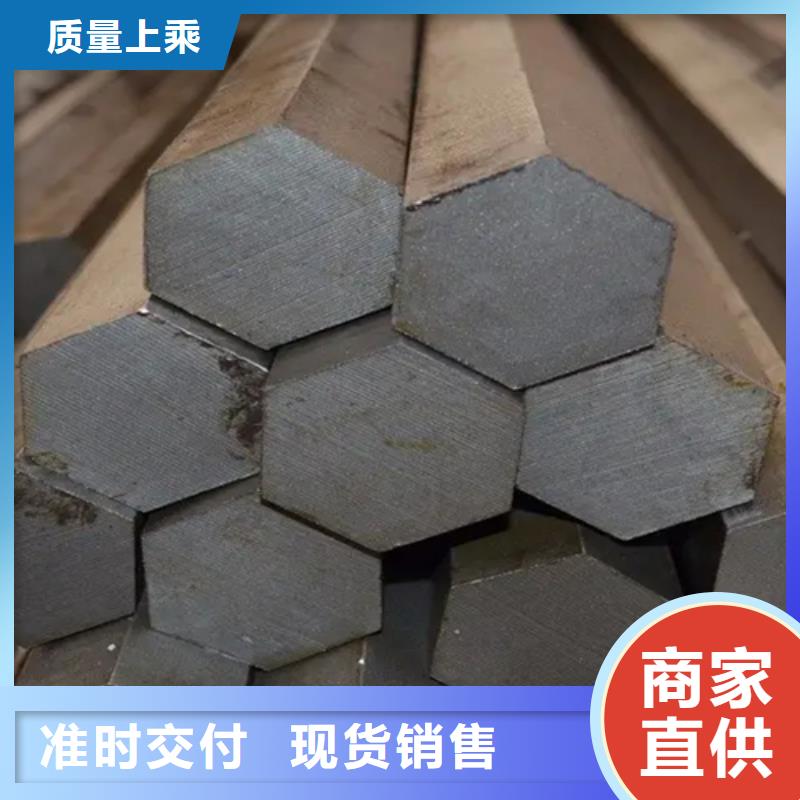

冷拔六角钢由于熔化速率高,存在矿物质成分的焊剂以及通常需要连续操作,药芯焊丝不可避免地比手工电弧焊和实芯焊丝气体保护焊产生更多的颗粒性烟尘,虽然这些颗粒大部分可以看作为具有相当强惰性的灰尘。部分焊丝和焊剂中的成分会产生有毒的物质,含铬焊丝中产生的六价铬以及一些自保护焊丝中产生的钡的化合物是需要给予主要关注的方面。冷拔六角钢俗称角铁、是两边互相垂直成角形的长条钢材。有等边角钢和不等边角钢之分。等边角钢的两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如“∠30×30×3”,即表示边宽为 30毫米、边厚为3毫米的等边角钢。也可用型号表示,型号是边宽的厘米数,如∠3#。型号不表示同一型号中不同边厚的尺寸,因而在合同等单据上将角钢的边宽、边厚尺寸填写齐全,避免单独用型号表示。热轧等边角钢的规格为2#-20#。角钢属建造用碳素结构钢,是简单断面的型钢钢材,主要用于金属构件及厂房的框架等。在使用中要求有较好的可焊性、塑性变形性能及一定的机械强度。生产角钢的原料钢坯为低碳方钢坯,成品角钢为热轧成形、正火或热轧状态交货。
 汕尾20号六角棍冷拔六角棍欢迎来厂考察
冷拔六角钢的变形矫正的方法:冷拔六角钢的矫正首先要矫正角度变形,将其角度娇正后再矫直弯曲变形。一、冷拔六角钢角度变形的矫正。 冷拔六角钢批量角度变形的矫正时,可制成90°角形凹凸模具用机械压、顶法矫正;少量的冷拔六角钢角度局部变形,可与矫直一并进行。当其角度大于90°时,将一肢边立在平面上,直接用大锤击打另一肢边,使角度达到90°时为止;其角度小于90°时,将内角向上垂直放一平面上,将适合的角度锤或手锤放于内角,用大锤击打,扩开角度达到90°。二、冷拔六角钢弯曲变形的矫正。用大锤矫正角钢将冷拔角钢放在矫架上,根据冷拔六角钢的长度,一人或两人握紧角钢的端部,另一人用大锤击中冷拔六角钢的立边面和角筋位置面,要求打准且稳。根据冷拔六角钢各面弯曲和翻转变化以及打锤者所站的位置,大锤击打冷拔六角钢各面时,其锤把应略有抬高或放低。锤面与冷拔六角钢面的高、低夹角约为3°- 10°。这样大锤对冷拔六角钢具有推、拉作用力,以维持冷拔角钢受力时的重心平衡,才不会把冷拔角钢打翻和避免发生震手的现象。
汕尾20号六角棍冷拔六角棍欢迎来厂考察
冷拔六角钢的变形矫正的方法:冷拔六角钢的矫正首先要矫正角度变形,将其角度娇正后再矫直弯曲变形。一、冷拔六角钢角度变形的矫正。 冷拔六角钢批量角度变形的矫正时,可制成90°角形凹凸模具用机械压、顶法矫正;少量的冷拔六角钢角度局部变形,可与矫直一并进行。当其角度大于90°时,将一肢边立在平面上,直接用大锤击打另一肢边,使角度达到90°时为止;其角度小于90°时,将内角向上垂直放一平面上,将适合的角度锤或手锤放于内角,用大锤击打,扩开角度达到90°。二、冷拔六角钢弯曲变形的矫正。用大锤矫正角钢将冷拔角钢放在矫架上,根据冷拔六角钢的长度,一人或两人握紧角钢的端部,另一人用大锤击中冷拔六角钢的立边面和角筋位置面,要求打准且稳。根据冷拔六角钢各面弯曲和翻转变化以及打锤者所站的位置,大锤击打冷拔六角钢各面时,其锤把应略有抬高或放低。锤面与冷拔六角钢面的高、低夹角约为3°- 10°。这样大锤对冷拔六角钢具有推、拉作用力,以维持冷拔角钢受力时的重心平衡,才不会把冷拔角钢打翻和避免发生震手的现象。
 汕尾20号六角棍冷拔六角棍欢迎来厂考察
汕尾20号六角棍冷拔六角棍欢迎来厂考察
 鑫泽金属制品有限公司
鑫泽金属制品有限公司
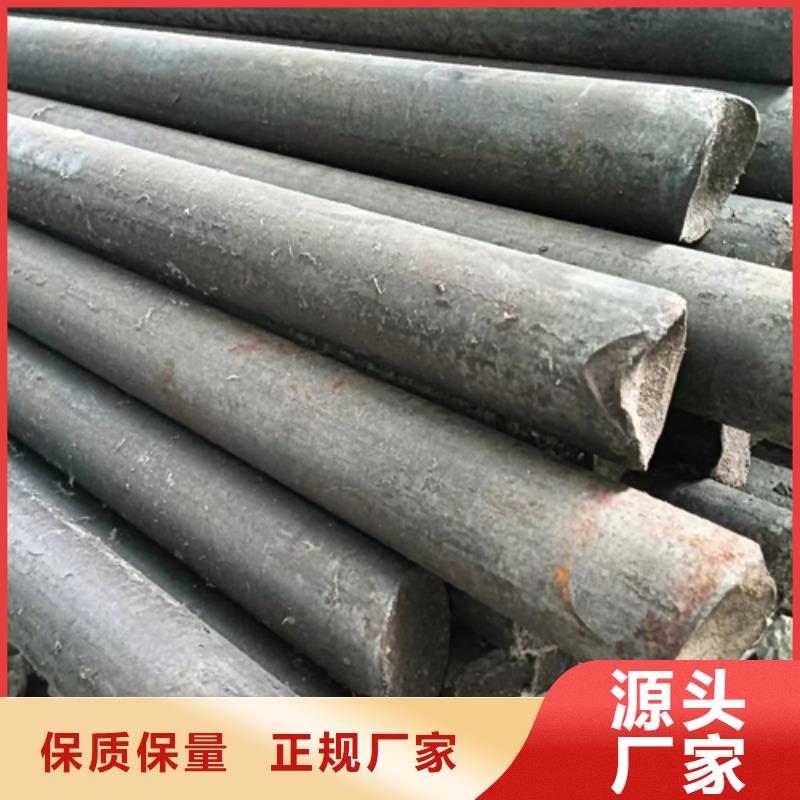
 冷拔六角钢制造出了普遍适合与许多大型建筑和工业上的六角钢,他的表面十分光滑,精准度也非常高,形状可以根据厂家们想法来制作出不同的冷拔六角钢。市场上每个人的需求都是不一样的,厂家们能依旧不一样的需求来对六点刚进行冷拉,这样生产出来的产品就可以满足市场需求。但是厂家们在进行冷拉的过程中,在进行冷拉的过程中技术含量非常高,生产技能非常精巧,这样就可以使制造出来的六角钢差错非常小,精准度能达到很高的程度。冷拔六角钢变形区内的流动和变形是不均匀的,其主要原因是接触摩擦的影响所致,摩擦越大,水平流速便越不均匀,其中同横截面上,相邻不同高度的两层面上质点间的流速差越大,则变形就越大。另外变形区的形状系数对冷拔六角钢断面高向上的变形分布情况影响很大,党轧件相对较薄时,压缩变形将深透到轧件中心,出现中心层变形比表层大的现象,当轧件相对较厚时,随着变形区形状系数的减小,外端对变形过程的影响变得突出,压缩变形难以深入到轧件中心,只限于表层附近区域发生塑性变形,出现表层的变形比心部大的现象。当厚冷拔六角钢时,某些合金的热轧头几道次的变形量较小,加之摩擦大,容易出现粘辊,因而导致轧件头部张嘴,严重时还会缠辊。实际冷拔六角钢生产中会出现轧件不能顺利被轧辊咬入,致使轧制过程停止,以及咬入角不合理引起板材塑性变形不均匀的情况,不仅降低了生产效率,而且产品易存在质量问题,这是因为咬入并轧制的过程是一个不稳定过程,当咬入的时候,变形区的几何参数,运动学参数都是变化的,所以咬入角即轧辊与轧件接触部分所夹的中心角是轧制过程中一个极其重要的影响因素,合理的咬入角应当在15度到20度之间,且当轧辊半径相同时,咬入角随压下量呈抛物线形增长。
冷拔六角钢制造出了普遍适合与许多大型建筑和工业上的六角钢,他的表面十分光滑,精准度也非常高,形状可以根据厂家们想法来制作出不同的冷拔六角钢。市场上每个人的需求都是不一样的,厂家们能依旧不一样的需求来对六点刚进行冷拉,这样生产出来的产品就可以满足市场需求。但是厂家们在进行冷拉的过程中,在进行冷拉的过程中技术含量非常高,生产技能非常精巧,这样就可以使制造出来的六角钢差错非常小,精准度能达到很高的程度。冷拔六角钢变形区内的流动和变形是不均匀的,其主要原因是接触摩擦的影响所致,摩擦越大,水平流速便越不均匀,其中同横截面上,相邻不同高度的两层面上质点间的流速差越大,则变形就越大。另外变形区的形状系数对冷拔六角钢断面高向上的变形分布情况影响很大,党轧件相对较薄时,压缩变形将深透到轧件中心,出现中心层变形比表层大的现象,当轧件相对较厚时,随着变形区形状系数的减小,外端对变形过程的影响变得突出,压缩变形难以深入到轧件中心,只限于表层附近区域发生塑性变形,出现表层的变形比心部大的现象。当厚冷拔六角钢时,某些合金的热轧头几道次的变形量较小,加之摩擦大,容易出现粘辊,因而导致轧件头部张嘴,严重时还会缠辊。实际冷拔六角钢生产中会出现轧件不能顺利被轧辊咬入,致使轧制过程停止,以及咬入角不合理引起板材塑性变形不均匀的情况,不仅降低了生产效率,而且产品易存在质量问题,这是因为咬入并轧制的过程是一个不稳定过程,当咬入的时候,变形区的几何参数,运动学参数都是变化的,所以咬入角即轧辊与轧件接触部分所夹的中心角是轧制过程中一个极其重要的影响因素,合理的咬入角应当在15度到20度之间,且当轧辊半径相同时,咬入角随压下量呈抛物线形增长。
