您的位置>首页 >攀枝花当地频道中心 >
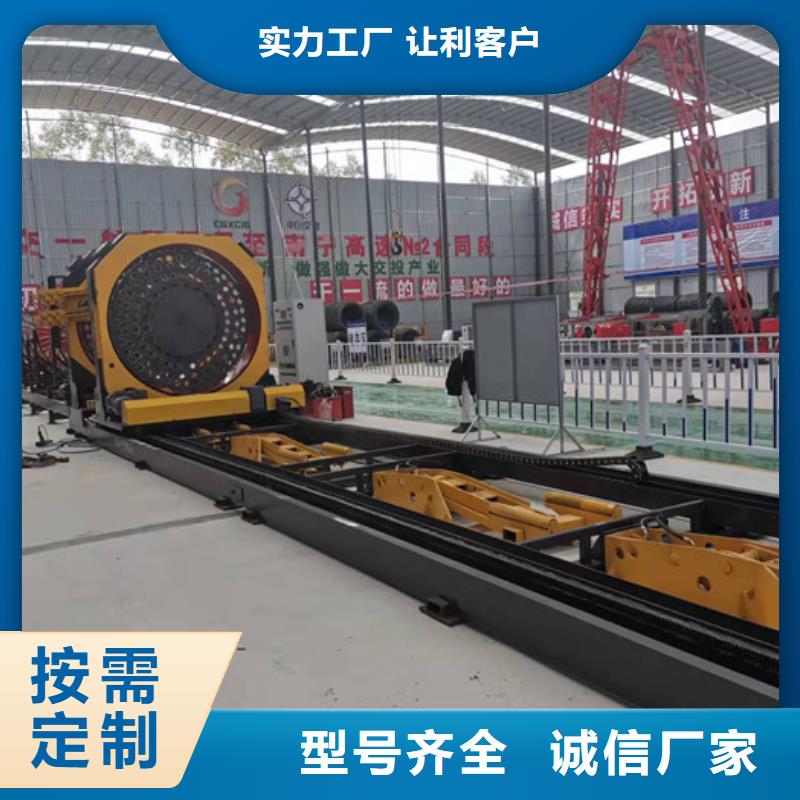
2000型滚焊机哪家质量好
发布时间: 2024-09-17 04:27:51 浏览次数:1
以下是:2000型滚焊机哪家质量好的产品参数
| 产品参数 |
|---|
| 产品价格 | 38000/台 |
|---|
| 发货期限 | 3 |
|---|
| 供货总量 | 10 |
|---|
| 运费说明 | 汽运 |
|---|
以下是:2000型滚焊机哪家质量好的图文视频
导读 2000型滚焊机哪家质量好,四川省攀枝花市建贸数控钢筋笼滚焊机厂家有限公司专业从事2000型滚焊机哪家质量好,联系人:赵通,电话:13080162012、13080162012,QQ:2661503466,发货地:石像镇老官赵村3组发货到四川省 攀枝花市 仁和区、米易县、盐边县,以下是2000型滚焊机哪家质量好的详细页面。 四川省,攀枝花市 1965年2月5日,中央正式批复同意成立攀枝花特区。攀枝花市是全国以花命名的城市,享有“花是一座城,城是一朵花”的美誉;是万里长江上游城,金沙江、雅砻江在此交汇;是四川南向门户,是四川通往南亚、东南亚的近点;是四川的亚热带水果生产基地,盛产芒果、枇杷、莲雾、石榴、草莓、樱桃等特色水果;市境内有格萨拉生态旅游区、二滩森林公园等旅游景点。2017年10月,被住建部命名为园林城市。2018年11月,入选中国城市小康指数前100名。
钢筋笼绕筋机 钻孔桩所使用的柱状钢筋笼由主筋和箍筋焊接或绑扎而成,钢筋直径比较大,目前国内钻孔灌注桩钢筋笼成型工艺多采用长线放样、人工成型的施工工艺,该施工工艺机械化率低,成型质量不稳定,耗用大量人工,特别是青岛海湾大桥要求Φ25mm及以上二级钢筋接长采用机械方式,我公司采用镦粗直螺纹连接,该连接工艺质量稳定、可控性较好,但对钢筋笼成型精度要求比较高,人工成型的钢筋笼对接比较困难。我公司根据实际情况在全线率先采用钢筋笼滚焊机生产桩基钢筋笼,即桩基钢筋笼整体成型工艺
 宝润机械有限公司
四川攀枝花2000型滚焊机哪家质量好
宝润机械有限公司
四川攀枝花2000型滚焊机哪家质量好
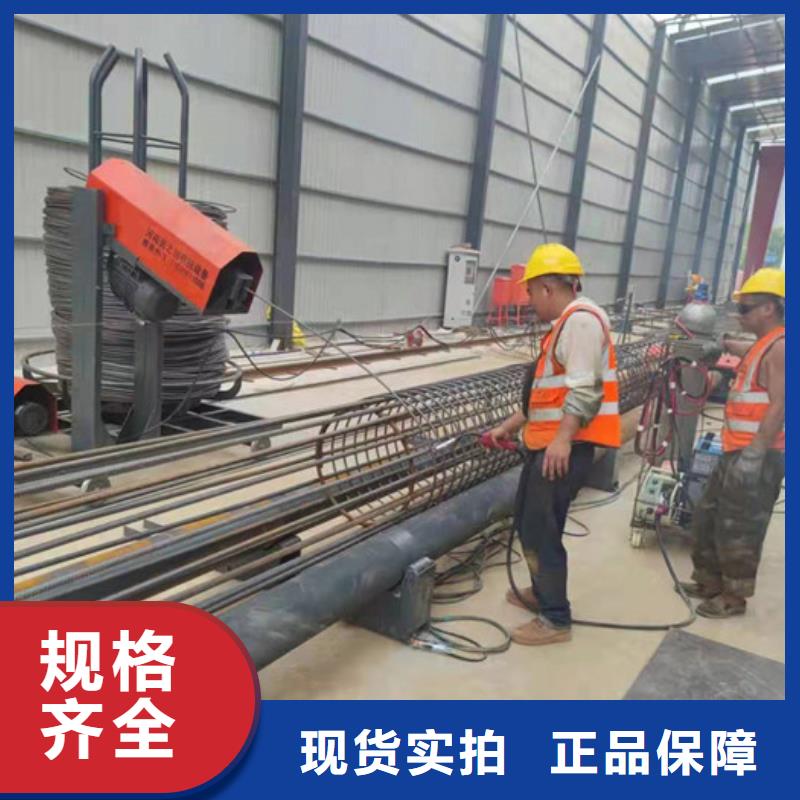
 箍筋:加强箍筋制作要按图纸尺寸制作,不得进行随意修改;螺旋箍筋,首先调直钢筋,再盘好待用间距加强区每10㎝一道,一般区域每20㎝一道误差应控制在规范许可范围内施工时需注意设计图中螺旋箍筋布置,螺旋箍筋搭接长度为10d。螺旋箍筋以采用点焊方式固定(满布式焊接),如用绑扎方式固定必须全不绑扎到位,绑扎点采用十字行绑扎。?钢筋焊接(主筋):加工场内主筋焊接采用双面搭接焊,同一截面上接头数量不超过50%,采用双面搭接焊时焊缝长为5d;现场采用单面搭接焊,焊缝长为10d,焊缝宽度0.7d焊缝高度0.3d。加工时需注意顶笼处端部打弯需符合设计要求,打弯钢筋直线长度为4.25d打弯半径2.5d。为保证轴线一致搭接焊前主筋需预弯4°角,并且预弯长度要保证一致,但不能小于焊接所需长度(10d)。同时为现场焊接方便弯曲制作时,注意弯曲方向,一般上口为顺时针弯曲,下口为逆时针弯曲。钢筋笼绕筋机
箍筋:加强箍筋制作要按图纸尺寸制作,不得进行随意修改;螺旋箍筋,首先调直钢筋,再盘好待用间距加强区每10㎝一道,一般区域每20㎝一道误差应控制在规范许可范围内施工时需注意设计图中螺旋箍筋布置,螺旋箍筋搭接长度为10d。螺旋箍筋以采用点焊方式固定(满布式焊接),如用绑扎方式固定必须全不绑扎到位,绑扎点采用十字行绑扎。?钢筋焊接(主筋):加工场内主筋焊接采用双面搭接焊,同一截面上接头数量不超过50%,采用双面搭接焊时焊缝长为5d;现场采用单面搭接焊,焊缝长为10d,焊缝宽度0.7d焊缝高度0.3d。加工时需注意顶笼处端部打弯需符合设计要求,打弯钢筋直线长度为4.25d打弯半径2.5d。为保证轴线一致搭接焊前主筋需预弯4°角,并且预弯长度要保证一致,但不能小于焊接所需长度(10d)。同时为现场焊接方便弯曲制作时,注意弯曲方向,一般上口为顺时针弯曲,下口为逆时针弯曲。钢筋笼绕筋机
总结 选购2000型滚焊机哪家质量好来四川省攀枝花市找四川省攀枝花市建贸数控钢筋笼滚焊机厂家有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:赵通-13080162012,{QQ:2661503466},地址:石像镇老官赵村3组。