
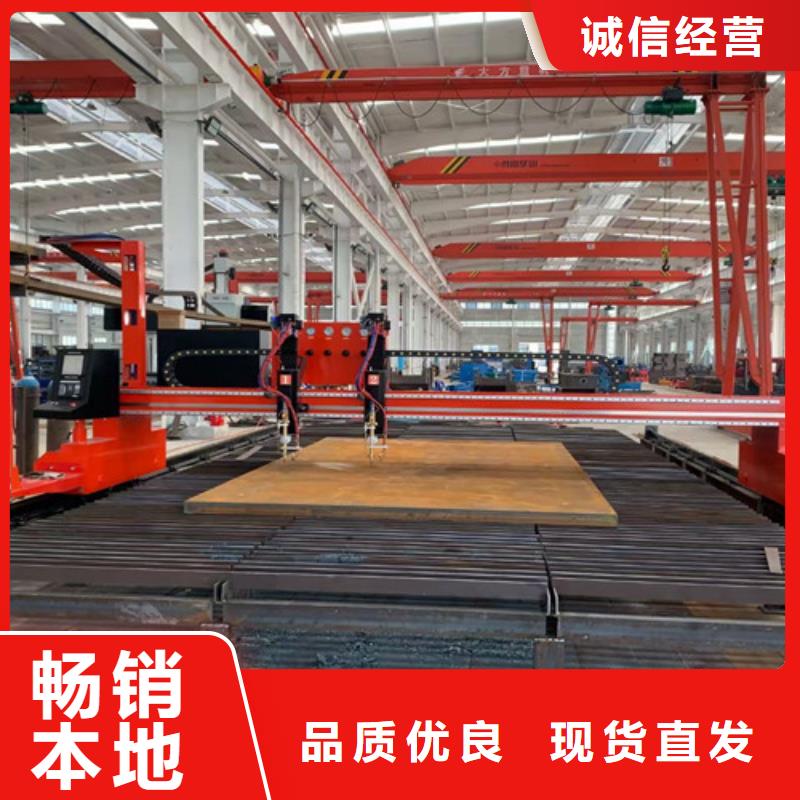









数控等离子切割机切割速度对切割质量不同
数控切割机和等离子电源结合起来就称为数控等离子切割机,用等离子切割容易产生破口,产生破口的原因有很多种,通常等离子数控切割机的 切割速度范围可按照设备说明选定或用试验来确定,但是由于待切割工件的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,所以等离子数控切割机的切割速度也有相应的变化。其主要表现为以下几点:
1、等离子数控切割机在切割速度适度地提高能改善切口质量时,即切口略有变窄,切口表面更平整,同时可减小变形。
2、等离子数控切割机在切割速度过快时使得切割的线能量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。
3、当等离子数控切割机在切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角。
4、当等离子数控切割机在切割速度极低时,由于切口过宽,电弧甚至会熄灭。由此可见,良好的切割质量与切割速度是分不开的。

数控等离子切割机烟尘处理哪种方式效果好, 等离子切割产生的烟尘与焊接烟尘类似,烟尘量较大,含有有害气体和微小粉尘颗粒物,如CO、CO、H、0、NO和碳氢化合物等。一次烟尘粒子以球状、粒径3um的呼吸性粉尘为主,在空气中可在静电和磁性作用下迅速聚集在一起,形成直径较大的二次粒子,对现场职工健康危害很大。干式除尘方式就是为数控切割平台增加一套烟尘捕捉装置,将捕集到的烟尘直接输送到烟尘过滤净化设备,经过处理达标后再进行排放。等离子切割产生的烟尘基本形成于工件切口的下方,因此抽气式负压切割平台成为目前常见的烟气捕捉装置。为了节省投资和提高抽风效率,以小的送风量达到 的烟尘采集量,一般只对正处于切割的区域进行吸尘处理。因此切割平台沿着切割机主导轨方向会被分成若干个均匀的密闭小区域,旁侧开有出风口。由于干式除尘方式结构简单、工作可靠、除尘效果较好而被广泛使用。采用干式切割方式,通过除尘器吸走切割时产生的烟尘,经过滤处理后排放,不仅切割效率高,而且保护了操作人员的劳动环境并防止了环境污染,是一种比较理想的除尘方式。
新购置的数控切割如何清洗保养
由于数控等离子切割机的生产环境是在车间里,环境相对来说是比较简陋和恶劣。所以我们要定期对数控等离子切割机进行一次保养工作。新购置的切割机也要注意日常的清洁工作,这里武汉耐霸数控就讲讲日常需要做的事项:
要想让设备运行稳定,切割时表面清晰,那么工作人员应该常常使用清洁布擦拭设备上的导轨,当然设备移动体的导轨也要擦拭到,擦拭完毕后,再在所有导轨的表面涂上一层油膜。
另外,数控等离子切割机上的导向轮和滚轮也要常常做清洁,如若长时间不清洗,设备正常工作运转时,会产生一定量的氧化铁锈和夹带着一些粉尘,这些赃物会粘附于表面,所造成的后果就是,部件会磨损的更快,机器也会运行不稳定,以至于切割的工件表面质量不理想。
要让数控等离子切割机保持正常运行,就要保持齿条和齿轮的 啮合,所以要定期对设备的纵向、横向输出齿轮和齿条做清洁工作,保证其干净度。这里给大家一点建议,可以定期使用润滑齿轨,每周用压缩空气喷洗纵、横向齿条面。注意,每次清理后需要擦干净,再用润滑油抹一遍,防止与氧气反应,产生锈渣。
在数控等离子切割机过程中,存在穿孔切割和边缘切割的说法,这两者之间到底有啥区别呢?两者之间的差异是受什么因素影响呢?今天我们以等离子切割为例,分享一下穿孔切割和边缘切割的区别?
穿孔切割和边缘切割的区别,顾名思义,在数控等离子切割机过程中一种方式是在钢板上位置上直接穿孔,穿孔成功后在按照引入线进入图形切割的一种切割方式,而边缘切割是指的在切割操作中,切割机从钢板的边缘开始切割,然后再按照引入线进入图形切割。在实际生产过程中,尤其是配件加工作业。多数使用的是穿孔切割方法。
大家了解数控等离子切割机的参数后发现,一般穿孔切割的切割厚度要小于边缘切割厚度,到底是什么因素造就的这一差异呢?数控等离子切割机设备小编告诉大家,造成两种切割厚度差异的根本原因是温度。大家都知道无论是火焰切割,还是等离子切割,都属于高温切割,在切割作用中温度可以达到几千度,当在穿孔作业中,由于温度扩散面减少近一半,所以对割嘴的温度影响很大。
等离子切割机在实际应用中,25mm厚的板材就很难实现穿孔切割了,由于不能快速穿透钢板,导致高温把割嘴损坏,所以在25mm以上的金属板切割中,尽量使用边缘切割。而在20mm以上的碳钢切割中,一般都采用火焰切割了!
