






不锈钢复合管3 04不锈钢在20℃时在10%硝酸中的腐蚀速度为每年小于0.1毫米,在10%沸醋酸中的腐蚀速度为每年小于0.1毫米,在20℃时50%柠檬酸中的腐蚀速度为每年小于0.1毫米,在20℃时20%氢氧化钾中的腐蚀速度为每年小于0.1毫米,在60℃时80%磷酸的中的腐蚀速度为每年小于0.1毫米,在50℃时在2%硫酸中的腐蚀速度为每年0.016毫米,采用内衬不锈钢复合钢管配以不锈钢焊接管件和不锈钢法兰,可以用来输送弱酸性或弱碱性的化工流体3 04不锈钢在20℃时在10%硝酸中的腐蚀速度为每年小于0.1毫米,在10%沸醋酸中的腐蚀速度为每年小于0.1毫米,在20℃时50%柠檬酸中的腐蚀速度为每年小于0.1毫米,在20℃时20%氢氧化钾中的腐蚀速度为每年小于0.1毫米,在60℃时80%磷酸的中的腐蚀速度为每年小于0.1毫米,在50℃时在2%硫酸中的腐蚀速度为每年0.016毫米,采用内衬不锈钢复合钢管配以不锈钢焊接管件和不锈钢法兰,可以用来输送弱酸性或弱碱性的化工流体。
。
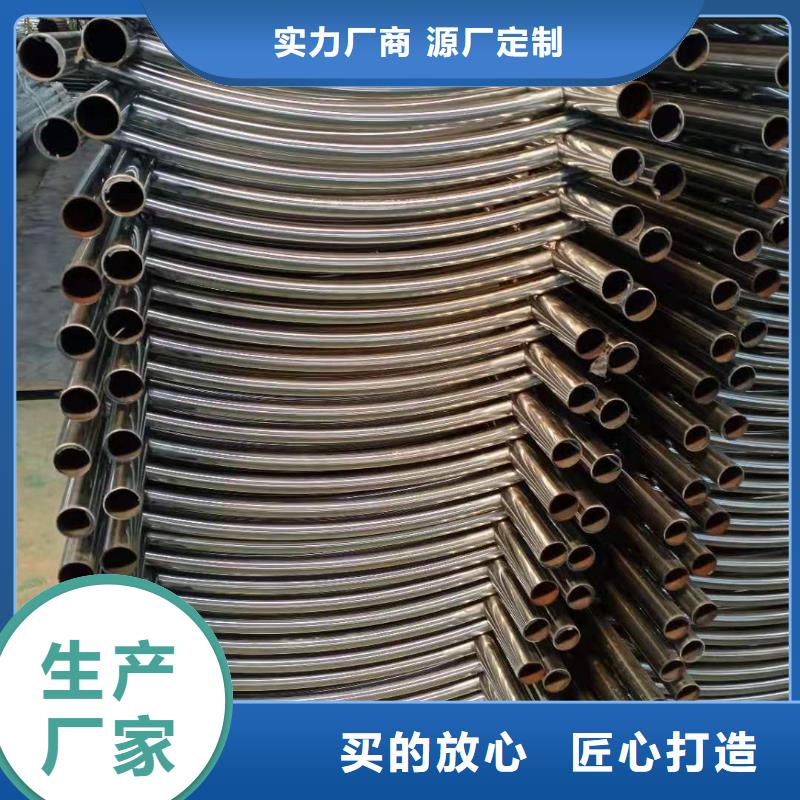
不锈钢复合管免焊接的拼装式设计,设备方便简略。
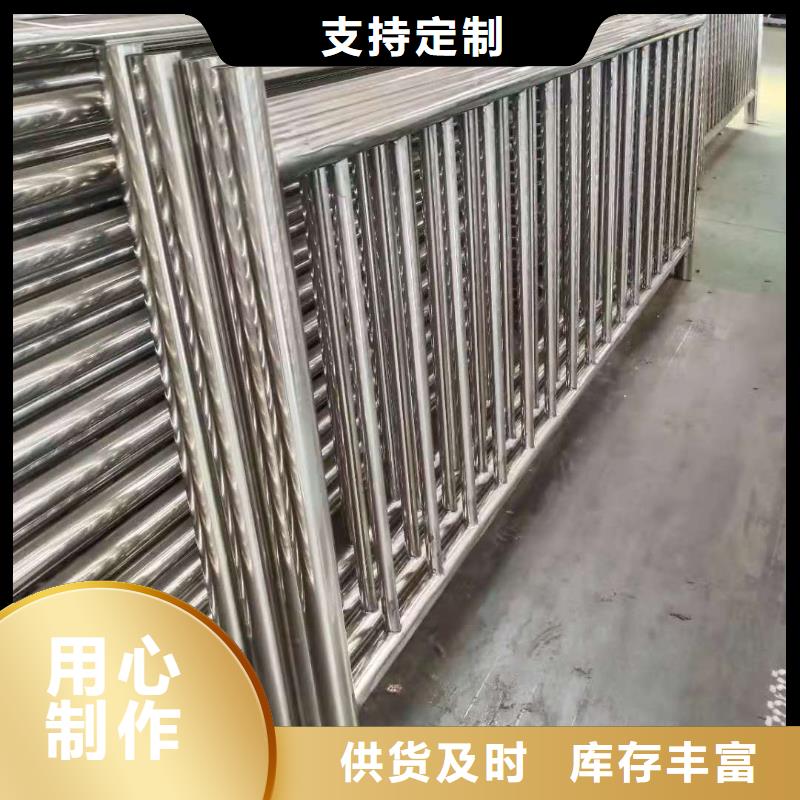
2、四层防腐处理,二十年以上使用寿命,处理了传统产品短时间内锈蚀、粉化、龟裂等问题,免除了产品维护更新费用。
关于水平固定的全方位焊接。有点难度。要防止仰焊内部焊缝内凹。打底层选用仰焊部位(时钟6点两端各60度)内填丝。立、平焊部位外填丝进行施焊,引弧前应预先在管内充将管内空气置换洁净后再进行焊接,焊接中焊死不能与钨极相碰或许直接深入电弧的弧柱区,否则易构成焊缝夹钨和损坏电弧安稳,焊丝端部不行维护区,避免氧化,影响焊接质量,不锈钢碳素钢复合管首要包括外复不锈钢内衬碳素钢复合管,本产品履行标准(GB/T)。4)互通范围(fàn wéi)内全线设置,依靠同行业中先进精深的技术设备、优异的产品质量、高效的服务理念。

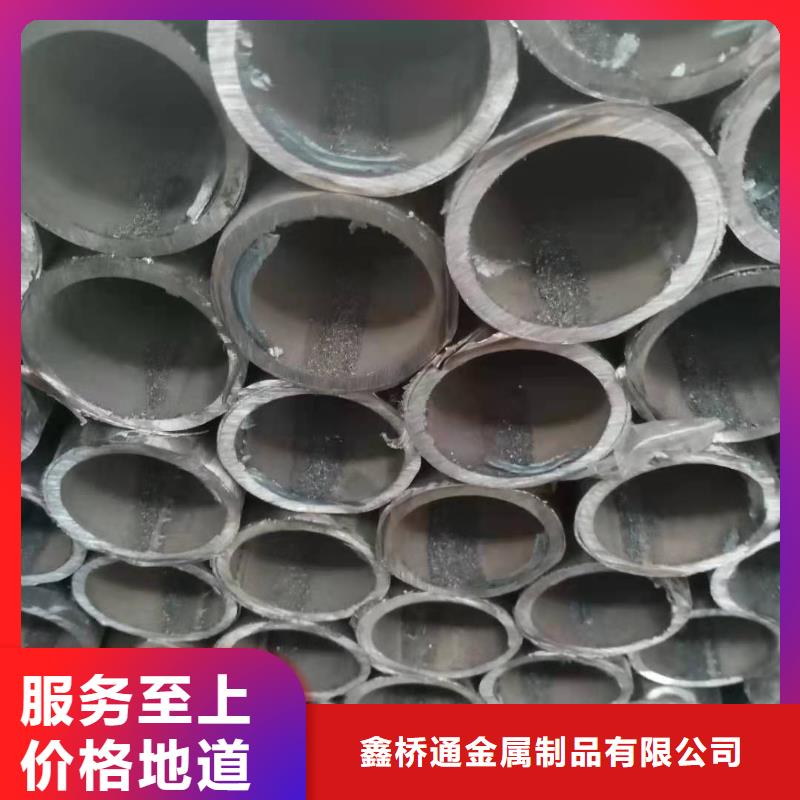
不锈钢复合管包裝规定,不锈钢复合管的包裝规定基础分两大类:油浸式变压器一类是通用型打捆,另一类是带塑料周转箱相近的器皿装车打捆包裝应防止不锈钢复合管在打捆和运送全过程中受损害,打捆标识牌要统一一致。同一捆不锈钢复合管应是同炉号(生产批号)、同钢级、同规格型号的不锈钢复合管,不可混炉(生产批号)打捆,不够一捆的应 做成小捆。每捆不锈钢复合管的净重不可超出 50kg。经客户允许能够提升捆重,但******不可以超出 80kg。针对平端不锈钢复合管打捆时,一端解决齐,居中web端管端相距低于 20mm 每捆不锈钢复合管的长短差低于 10mm,但依照一般长短订购的不锈钢复合管每捆不锈钢复合管的长短差低于5mm,一捆不锈钢复合管中***多和次长的不超出 10mm。打捆方式不锈钢复合管长短小于 6m,每捆打***少 8 道捆绑带,分为 3 组,做成 3-2-3;不锈钢复合管长短低于 6m,每捆***少打 5 道捆绑带

不锈钢复合管经销商介绍不锈钢复合管的热处理
不锈钢复合管的热处理也是复合板整个生产过程中的关键环节。爆炸焊接后复合板的强度和硬度增加,塑性降低,不利于后续矫直和应用要求。热处理的实际过程是消除爆炸复合后的内应力,提高塑性。然而,由于不锈钢有自己的固溶处理系统,它不可避免地与碳钢的热处理系统相冲突。然而,固溶处理在不锈钢碳钢复合管的整个生产过程中也起着重要的作用。
当涉及到所有不锈钢复合管的冷加工时,必然会损害不锈钢碳钢复合管的性能,尤其是耐腐蚀性或耐热性。不锈钢复合管,尤其是奥氏体不锈钢,具有优异的塑性,使得冷拔、冷轧、冷弯、冷胀、冷变形等冷加工方法容易实现。不进行溶液处理,会出现以下具体情况。
1.会导致晶格位错、表面粗糙度等观缺陷增加,诱发马氏体相变和碳化物析出。例如,奥氏体钢在冷加工后,表现出磁性增强的现象。
2.材料的晶格位错或相变发生在表面,会成为点蚀等局部腐蚀的起始位置。当变形程度达到20%的断面缩减率时,这种现象会产生直接的不利影响。

