


不要犹豫,点击播放我们的【无缝钢管】
合金管品质卓越产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:【无缝钢管】
合金管品质卓越的图文介绍

一直坚持“多元发展、延伸发展、绿色发展、发展”,的发展理念,始终坚持“质量、信誉至上、优质…查看详情集现货销售、订轧、钢管深加工、切割配送、进出口贸易为一体客户订货周期,提升我们的服务质量销量、规格、厂家直销。 钢管厂多少吨配送钢管分为无缝钢管和焊接钢管。钢管厂在生产过程是将实心管坯或钢锭穿成空心的毛管,然后再将其轧制成所要求尺寸的钢管。采用的穿孔和轧管方法不同,就构成了生产无缝钢管的不同方法。焊接钢管生产过程是将管坯(钢板或带钢)弯曲成管状,再把缝隙焊接起来成为钢管。 因钢管厂采用的成型和焊接方法不同,就构成了生产焊接钢管的不同方法。钢管厂主要用热轧法生产。法主要用于生产难穿孔的低塑性高合金钢管或异型钢管和复合金属管。冷轧和冷拔法可将热轧管继续加工成小直径和薄壁的钢管。 焊接钢管工艺过程简单、生产效率高、成本低、产品品种日益扩大。在圆形钢管的横截面上存在着外径不等的现象,即存在着不一定互相垂直的外径和外径,则外径与外径之差即为椭圆度(或不圆度)。为了控制椭圆度,有的钢管标准中规定了椭圆度的允许指标,一般规定为不超过外径公差的80%(经供需双方协商后执行)。


不锈钢管规格及外观质量:A、按GB14975-94不锈钢无缝钢管规定,无缝管厂的通常长度(不定尺)热轧钢管1.5~10m,热钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。B、热轧(热)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。 冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。 凡不超过允许负偏差的其他轻微表面缺陷可不清除。D、直道允许深度。热轧、热钢管、直径小于和等于140mm的不大于公称壁厚的5%,深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,深度不大于0.3mm。E、钢管两端应切成直角,并清除毛刺。 不锈钢无缝管造工艺:1.热轧(无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库无缝管厂轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。



江苏钢兴钢管有限公司资金雄厚,货源充实,交通便利。公司常年以低的价格销售 螺旋钢管。我公司库存充足,公司以良好的信誉、优质的产品、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,深得用户依赖。 欢迎新老客户前来洽谈、电议。 我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!


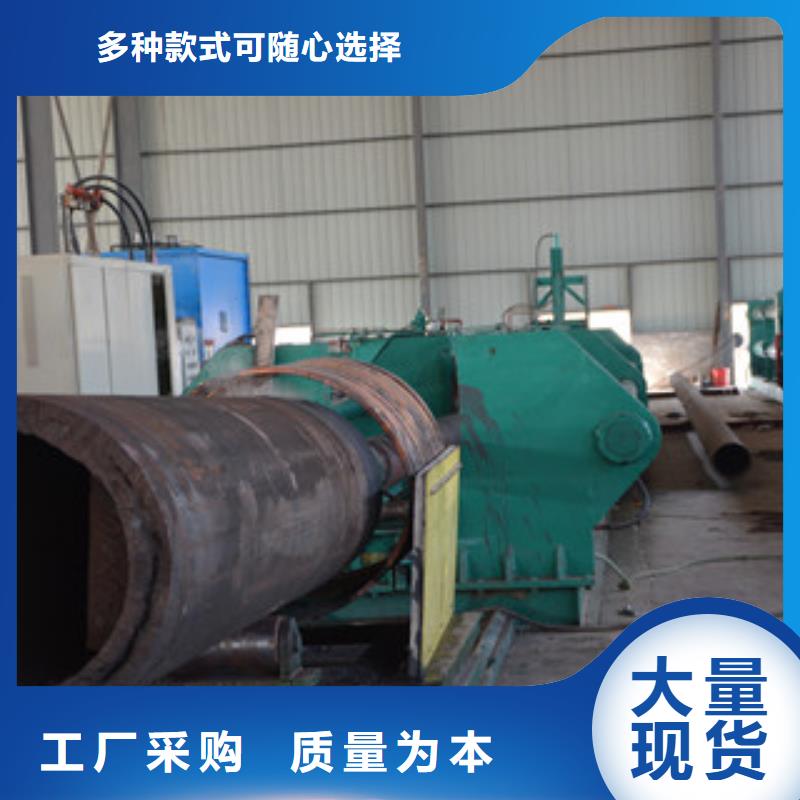
无缝管如何改善壁厚精度的问题呢
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。



