
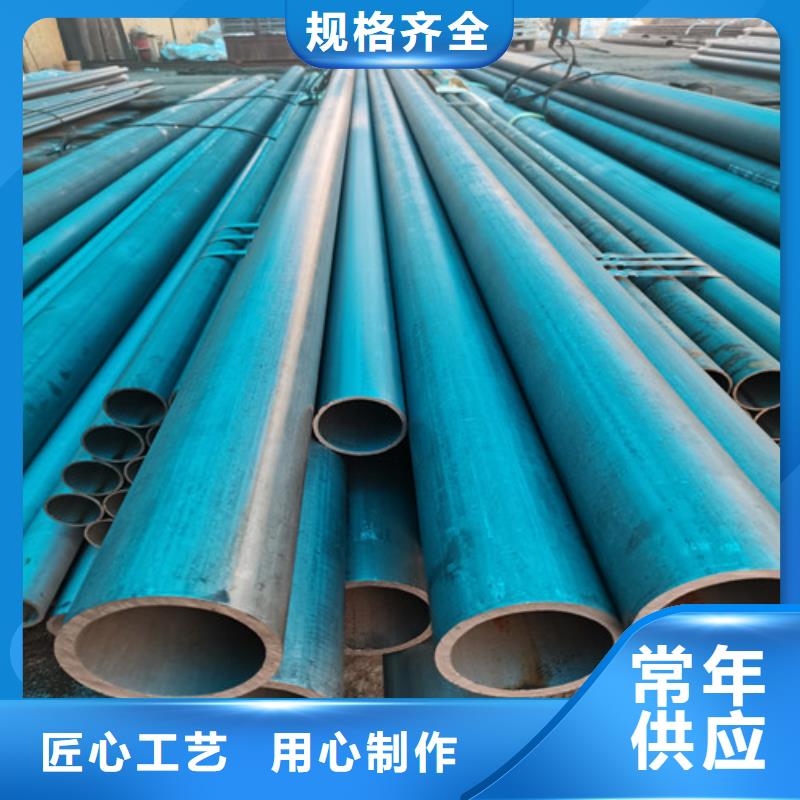

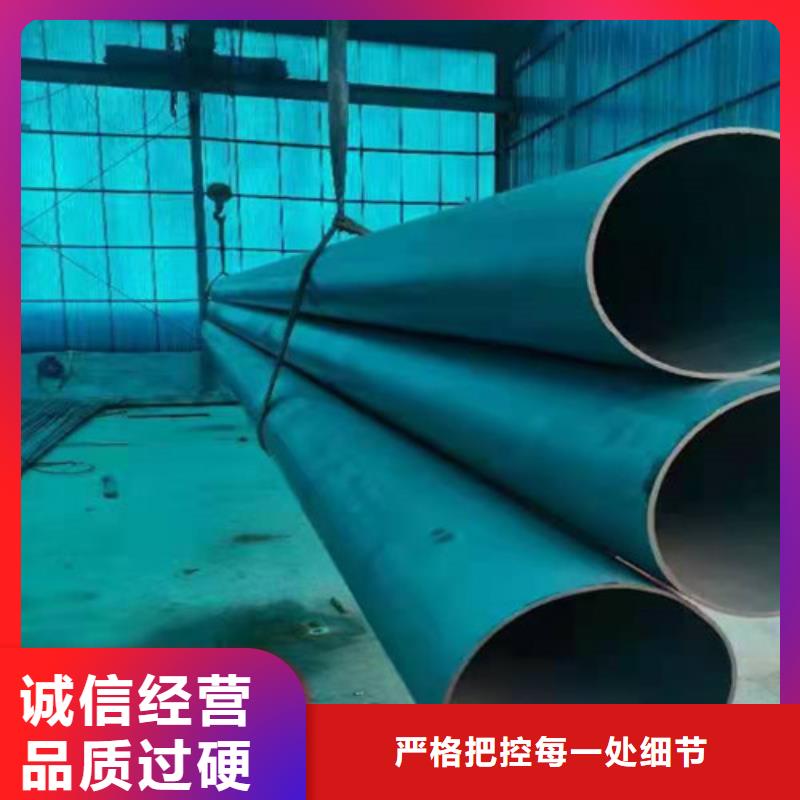
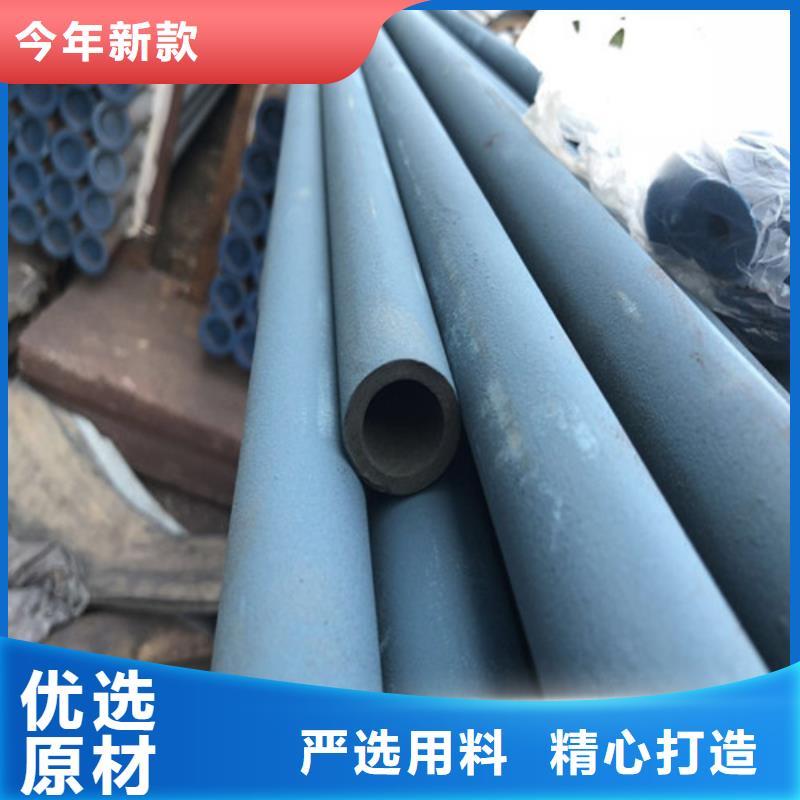
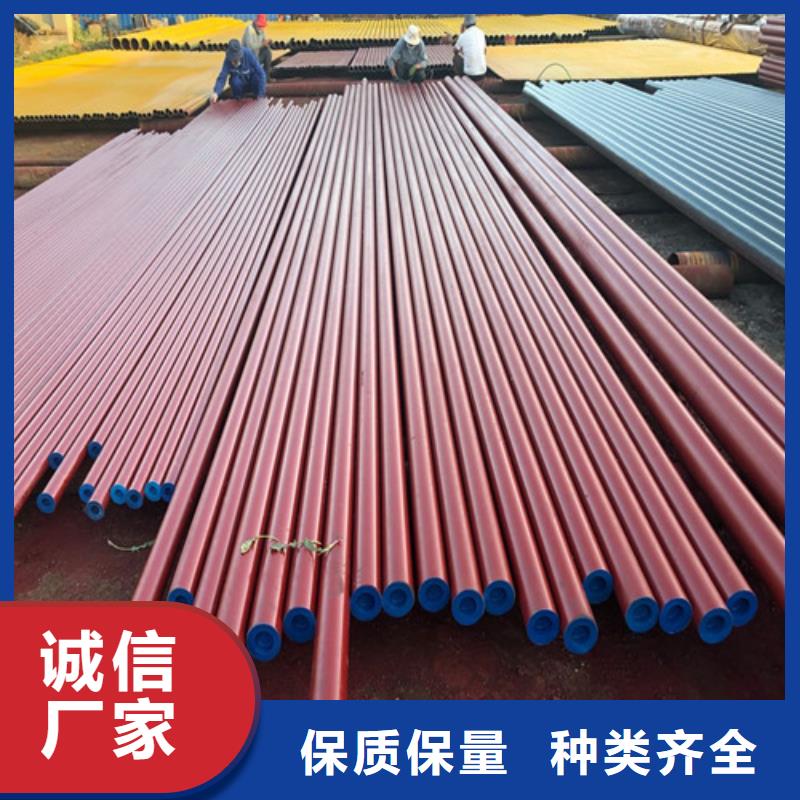
我们的酸洗钝化无缝钢管酸洗钝化无缝钢管用途视频现已上线,从细节到整体,从外观到性能,让您全面了解它的每一个方面。
以下是:酸洗钝化无缝钢管酸洗钝化无缝钢管用途的图文介绍
宿迁鑫晨钢铁有限公司生产各种 球墨铸铁井盖,我司技术实力雄厚、企业内部管理严密、生产效率高;本公司生产的 球墨铸铁井盖品种多,规格齐全,产品先进性、可靠性、稳定性已达到国际先进技术水平;产品以精良的质量、低廉的价格、美观的造型和完善的售后服务赢得了用户的信赖和好评;产品畅销全国各地。


酸洗钝化无缝管厂家钝化无缝管加工钝化无缝管供应商酸洗钝化无缝钢管及零部件工艺流程:脱脂---水洗---酸洗----水洗---封闭剂一般无缝钢管(碳钢)的酸洗方法有2种,如下:1.:稀释至20%左右的浓度,加热到6065度,一般洗20-30分。 酸洗后(以去除氧化皮为准),要立即用水冲洗,立即中和处理,防锈的话,还要进行钝化处理。钝化无缝钢管的钝化的原理其钝化的机理可用薄膜理论来解释,即认为钝化是由于金属与氧化性质作用,作用时在金属表面生成一种非常薄的、致密的、覆盖性能良好的、牢固地吸附在金属表面上的钝化膜。



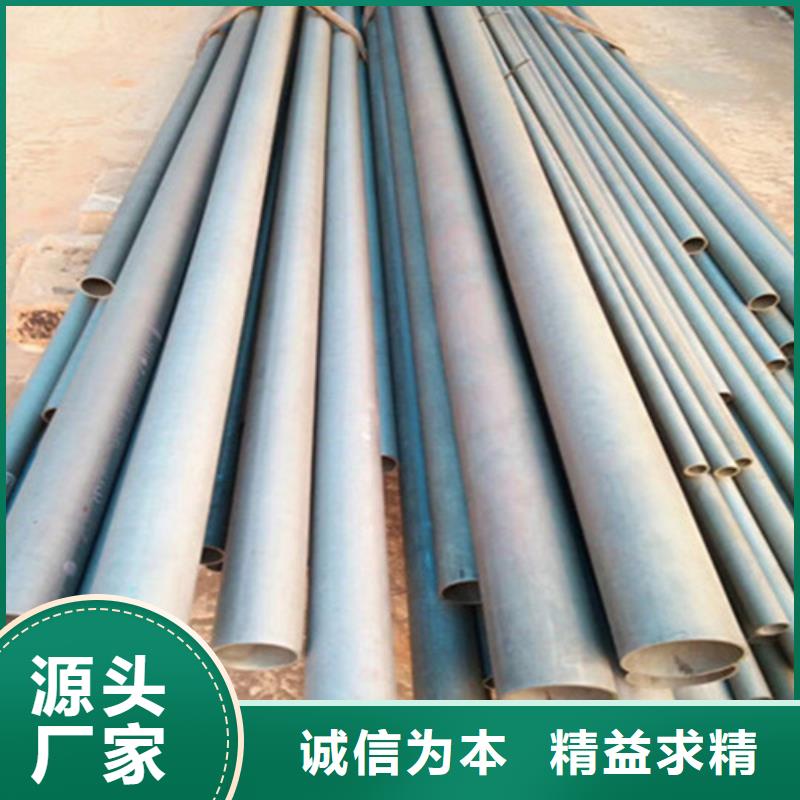
酸洗钝化无缝钢管,无缝钢管造工艺热轧(无缝钢管):圆管坯→加热(heating)→穿孔→三辊斜轧、连轧或→脱管→定径(或减径)→冷却(cooling)→矫直→水压试验(或探伤)→标记→入库无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。 GB5310主要用来制造高压及其以上压力的蒸汽锅炉管道等用的优质碳素结构钢、合金结构钢和不锈耐热钢无缝钢管。无缝钢管的规格用外径*壁厚毫米数表示。无缝钢管分热轧和冷轧(拨)无缝钢管两类。



酸洗钝化无缝钢管磷化工艺流程:一般情况下,磷化处理要求工件表面应是洁净的金属表面(二合一、三合一、四合一例外)。工件在磷化前必须进行除油脂、锈蚀物、氧化皮以及表面等预处理。是涂漆前打底用磷化还要求作表面,使金属表备一定的活性,才能均匀、细致、密实的磷化膜,达到漆膜附着力和耐腐蚀性的要求。 因此,磷化前处理是高质量磷化膜的基础。酸洗、钝化(磷化、皂化)清洗由于清洗速度快、清洗效果好,并且较易于操作控制,目前已被广泛应用于冶金、机械、石油、化工、热工动力、建材、等各类工业领域,并已发展成为一门行业。



酸洗钝化无缝钢管,无缝钢管的规格用外径*壁厚毫米数表示。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高度我厂专业生产各种不锈钢无缝管,有圆管、方管、矩形管、椭圆管等。不锈钢无缝管是一种具有中空截面、周边没有接缝的长条钢材。不锈钢无缝管的特点:其一、该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其二、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。
