




不少准备选购数控切割机的客户,都在发愁一个问题,就是数控切割机怎么编程?数控切割机发展到今天已经很成熟了,虽然系统是采用国际通用G码编程,不少人认为自己记不住或不认识G码,如何实现编程?如何操作数控切割机呢?但是现在随着智能与人工应用的发展,在使用和操作数控切割机的时候,根本是无需编程的,今天奥迅切割设备小编就拿数控等离子切割机为例,讲解一下怎么编程?
奥迅切割机内置图形
首先现在数控切割机操作系统一般都内置了部分常规切割图形,像咱们奥迅数控切割机里面,都存储了48种常规作业图形样式,当客户使用的时候,只需要修改相关参数,例如圆形来说,需要修改需要切割的圆形半径尺寸,以及需要切割数量,和选择切割的圆形为成品配件或是挖空废料件即可,通过以上指令后,等离子数控切割机就可以自动操作了。整个过程根本是无需编程,也无需客户读懂或认识G码。
CAD绘制切割图形
其次客户需要切割的图形非常规图形,毕竟每个客户生产的需求不同,针对于系统库木有的图形,客户就需要编程了,不懂G码如何实现编程呢?其实问题并不难,首先客户需要在CAD上画出自己想要切割的图形,以及各个标量参数,然后把图形输出到桌边文件。然后客户打开随机赠送的自动编程操作软件,通过选择文件打开刚做好的CAD图形,然后软件就是自动转化为切割代码。客户点击另存为保存好输出的txt格式文件。然后把输出后的txt文件复制到U盘,插入等离子数控切割机的操作主机,就可以实现所需图形的切割操作了。实际整个所谓是编程过程,客户根本木有实际编写G码,也根本无需读懂G码,就这么简单的操作了,所以我们奥迅给客户讲解的时候曾举例说,只要你能学会操作老年手机,就可以完全可以操控我们的数控切割机,无需编程就这么简单。
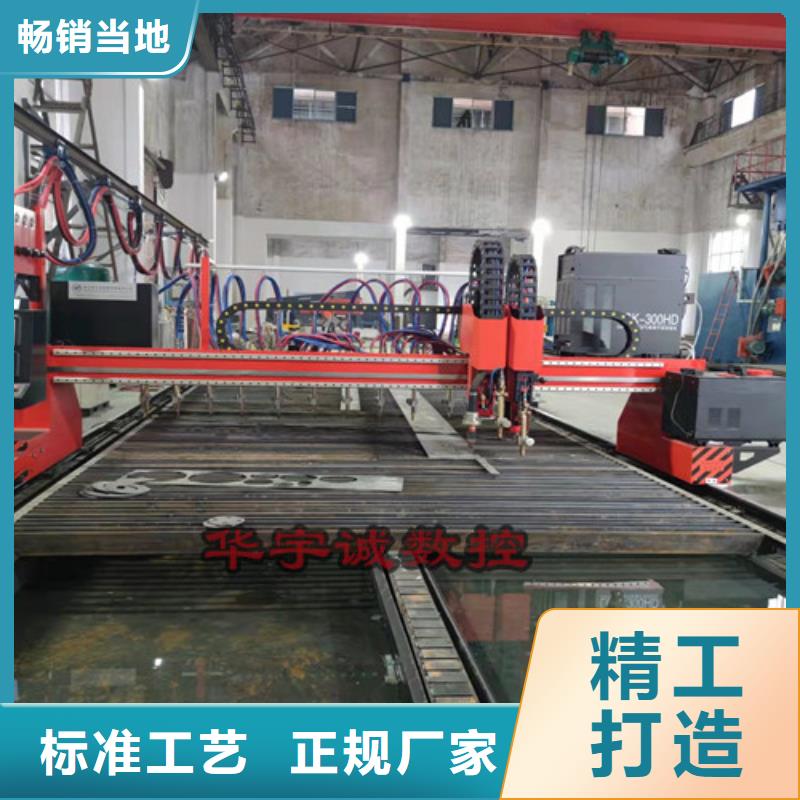
奥迅切割机切割案例
数控等离子切割机一台需要多少钱 相信大部分厂家负责采购数控等离子切割机的人员在了解功能实操后,想要了解的就是整体的市场价格,那么数控等离子切割机的价格是多少呢?让我们跟随工作人员一起来了解一下吧。激光切割机市面上大部分的数控等离子切割机的价位在一万到六万不等,有的能到大几十万。价格的话首先要与它基本上研发团队与技术相关。现阶段,市场中仍有许多数控机床等离子切割机生产商,它的价格因不一样精英团队给予的技术产品品质而不同。如果你想购买时保证基本上的具体权益,选择一些受众度高、产品使用点评的团队。它能够所提供的数控机床等离子切割机在技术以及质量上相对性,因此其价格要比一般团队价格贵。数控机床等离子切割机的价钱与不同种类自动切割机紧密相关。在一般的数控机床等离子切割机研发团队会提供相关型号规格和型号的价格,针对选购的朋友可以更直观地高度重视型号规格和价格,因此对于人生的选择都有很好的指导意义。在挑选数控机床等离子切割机时,可以先看一下用过它好朋友是不是强烈推荐它,或是那你去官网比较一下,看一下哪一个生产厂家质量以及信誉度更强,那样你就可以作出正确的选择,保证基本的权益。_0097_工程案例 (7).jpg总之,数控等离子切割机的价钱固然重要,但是选择一家服务好性价比高的厂家更是我们应该要追求的,我们河北信尔自动化欢迎大家前来咨询采购了解。
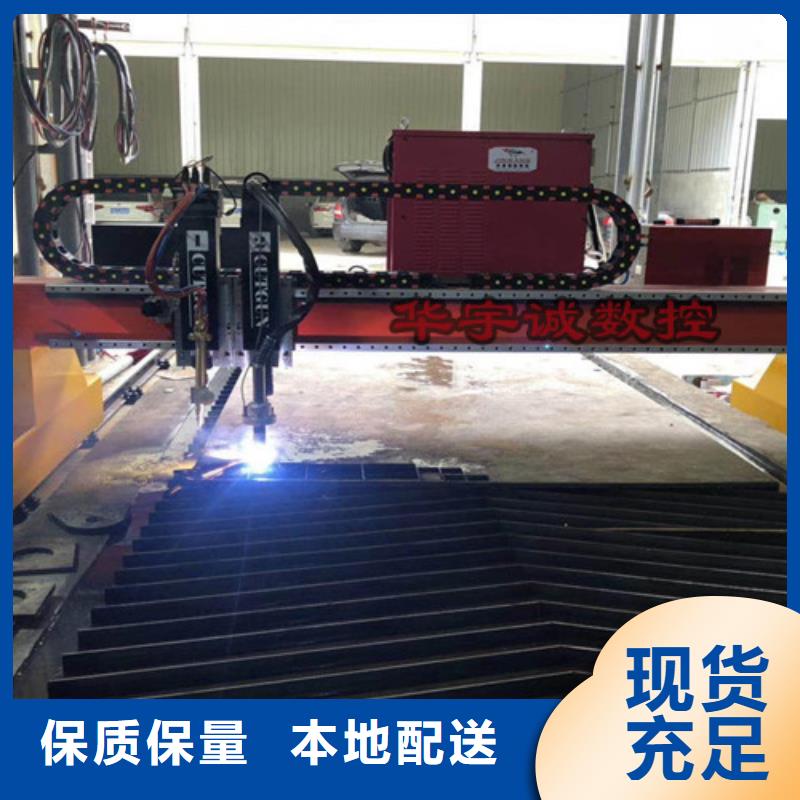
数控等离子切割机气冷式割炬使用注意事项操作人员在使用数控等离子切割机时,都会根据切割板材的厚度来选择合适的割炬,等离子切割割炬分为风冷式和水冷式,风冷式割炬也叫做气冷式割炬,比较常用于加工10mm以下的不锈钢、碳板等金属板材,工作原理大致上是经过空气的自然冷却来使得割炬表面温度降低从而可以长期使用。因冷却方式的不一样,使用寿命普遍偏低。1.割炬里的电极,位于中心的铪丝如果烧损范围在2.5--3mm,就需要换上一个新的,值得注意的是电极需要放置冷却或者是拿压缩空气吹至常温,不然电极基座会受到热膨胀发腻较紧,旋松时切记勿用太大力,不然极易损坏电极基座。另外,电极,喷嘴在更换前需要检查内部是否有有杂质,应清理干净后使用。2.在正常运用过程中,如果听见“吓”的响声,弧光发红,弧碴上窜,应立即停止操作,此刻电极、喷嘴已损坏,强继续使会损坏割炬,有必要替换电极、喷嘴后方可继续使用。3.气冷型割炬操作运行时电流不得大于其额定电流,超过的话越则易损坏割炬。4.替换电极、喷嘴时有必要关断主机电源,割炬未装电极、喷嘴时不能按下割炬开关。5.用压缩空气有必要进行干燥清洗。因水气、油污易导电,电极上产生螺旋黑纹,阐明水气、油污过多,使电极、喷嘴内部拉弧短路,极易损坏割炬,又不能正常运作。6.割炬中的电极、喷嘴在运用过程中不能松动,电极须用专用扳手旋紧,每次运用前有必要检查,见有松动随时用专用扳手旋紧,但不能运用活络扳手之类的东西。
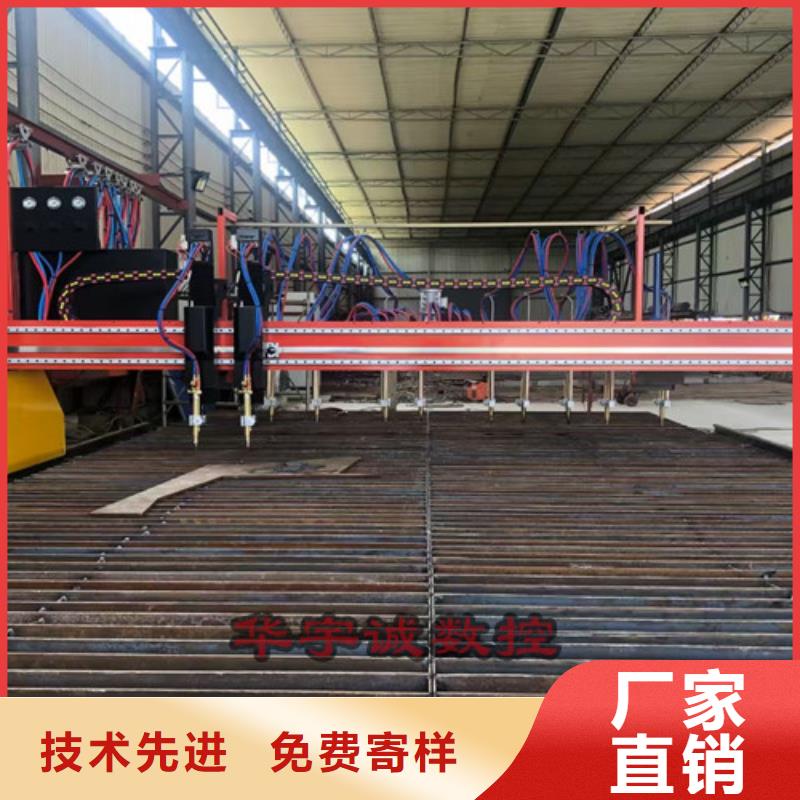
数控等离子切割机在我们的工作当中已经是让我们离不开的设备了,那么数控等离子切割机在国内到底多少钱一台才是合理的价格呢?有的企业说他做的数控等离子切割机质量好能卖多少多少钱,其实都不是他怎么说你就怎么听的,今天慧宁焊割小编就来跟大家分析一下一台数控等离子切割机到底多少钱,又该怎么去评论你自己买到的数控等离子切割机值多少钱 图片一:等离子电源对数控等离子切割机来说,一个好的等离子电源是很重要的,对于等离子电源来说,在一台数控等离子切割机的质量上占有50%质量关系,那么我们有该怎么去衡量一台数控切割机的电源好遇坏呢慧宁焊割认为有以下几点:通常数控切割机设备使用的是机用等离子电源;按起弧方式分类,等离子电源有接触起弧和非接触(按钮)起弧两种。现阶段配数控切割机使用的大多是非接触起弧方式。判断等离子电源属哪种起弧方式,只须看所配的手用割炬上是否有按钮即可。非接触起弧方式的等离子电源电流一般大于100A,即机用等离子电源电流一般大于100A,它重要的一个特点是大于100A电流的电源辐射较大,对操作人员的灼伤比较大。,我们还需要按照待切割板材厚度选择等离子电源电流大小,不同功率的等离子切割电源价格也不一样,功率越大耗电量及价格就越高,这是从成本方面考虑。二:数控等离子切割机的机械部件:对于数控等离子切割机的机械部件对一台数控等离子切割机也是相当重要的,机械部件做不好其他的做得再好也是没有用的,以下是慧宁焊割对数控等离子切割机的机械部件介绍 关注 号:慧宁焊割 更多精彩资讯等着你!机械传动部分的行走精度,有的是丝杆传动,有的是塑料齿条传动; 等离子切割是利用等离子弧贯穿材料面达到切割效果,考虑到等离子弧的形状及材料贯穿步骤,等离子弧往往自切口的上部较下部切去较多的金属,使切口端面稍微倾斜,上部边缘一般呈方形,但有时稍呈圆形。?这里可能会导致的问题是切割束流造成的两个切割面在切口上缘的距离。在切口上缘熔化的情况下,紧靠熔化层下两切割面的距离出现异常。 切割面平面度是指所测部位切割面上的点和点、按切割面倾角方向所作两条平行线的间距。切割设备:割枪的喷嘴孔径很重要,一般切割薄板用1.0的孔就可以了。切割气压,在引弧可靠的情况下,可以尽量调高。切割电流:在保证切割效率的情况下,适当调小电流,可以减少割缝。 一般来说,使用数控等离子切割机加工,其割缝宽度与切割材料的厚度有一定的关系,但不少企业加工的情况来看,割缝宽度多有超出这个范围进而严重影响了切割质量,以华宇诚多年研发生产经验来看,等离子弧切割的切口宽度比氧-乙炔切割的切口宽度宽1.5~2倍,随板厚增加,切口宽度也增加。对板厚在25mm以下的不锈钢或铝,可用小电流等离子弧切割,切口的平直度是很高的,特别是切割厚度8mm以下的板材,可以切出小的棱角,甚至不需加工就可直接进行焊接,这是大电流等离子弧切割难以得到的。这对薄板不规则曲线下料和切割非规则孔提供了方便。 等离子弧切口表面存在约0.25~3.80mm厚的熔化层,但切口表面化学成分没有改变。如切割含Mg5%的铝合金时,虽有0.25mm厚的熔化层,但成分未变,也未出现有氧化物。若用切割表面直接进行焊接也可以得到致密的焊缝。切割不锈钢时,由于受热区很快通过649℃的临界温度,使碳化铬不会沿晶界析出。因此,用等离子弧切割不锈钢是不会影响它的耐腐蚀性的。通过以上的了解我相信大家都对自己所买到的数控等离子切割机是好还是不好都有一定的认识了,也基本可以判定自己的数控等离子切割机多少钱,在此,慧宁焊割提醒大家,在购买数控等离子切割机时要做好对比,对比加工和质量,看到底什么样的设备才是自己所需要购买的。
