





球墨铸铁管道壁厚应小壁厚和小壁厚设计的0 ~ 10%。许可证加工销以达到要求的壁厚。如果接口设计进行了类型测试供应商检验报告和至少十年的连续使用只需有不利影响的接口密封类型测试的设计更改。接口类型的约束测试应符合ISO10804-1的条款。
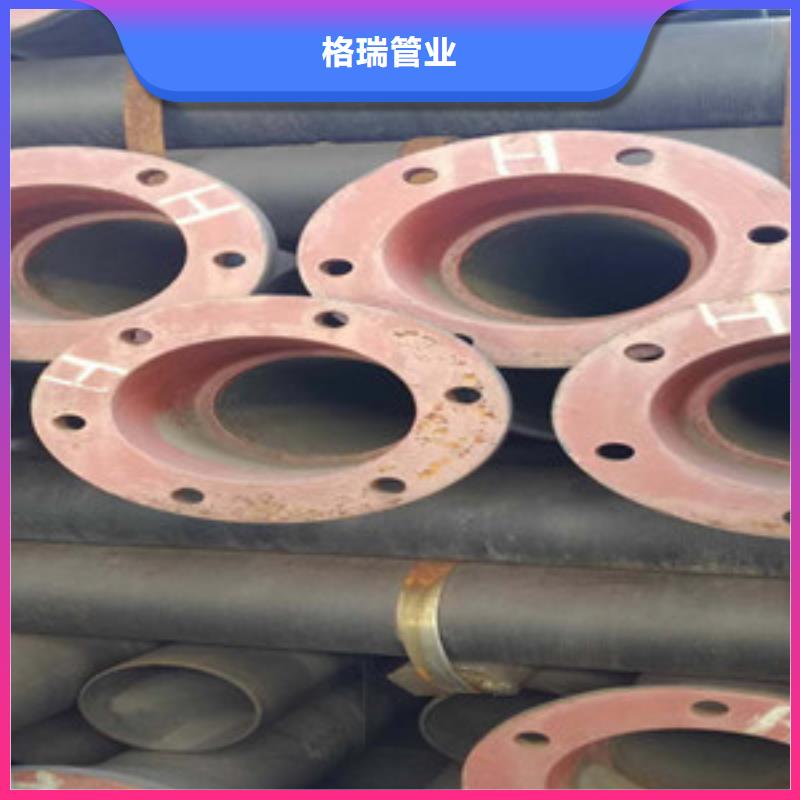
聊城格瑞管业是一家生产球墨管,球墨铸铁管及管件,球墨井盖的专业化大型企业。球墨铸铁管的接口设计应进行密封类型的实验以确保即使在不利的铸造公差和接口条件、内外产生了一定的压力也可以密封好。 球墨铸铁管类型测试套接字之间的 差距密封面(小和 socket套接字连接)应当设计 的差距和 间隙- 5% ~ 0套接字可以在里面进行表面加工以满足需求。所有套接字与套接字类型应该执行测试由于针端面大于2倍的公称直径距离
球墨铸铁管在基准含氧量8%条件下,颗粒物、二氧化硫、氮氧化物排放限值分别为10mg、球墨铸铁上很难得到高质量的焊补。焊补过程将会改变该处的球墨铸铁的金相组织。修补部位可能留下一个缺陷,比如夹渣。它会加速腐蚀速度。修补仅限于管道表面,如果是影响正常使用的深裂纹,裂纹依然存在。《炼焦化学工业污染物排放标准》(GB16171-2012)中的大气污染物特别排放限值标准(颗粒物15mg/、二氧化硫30mg/;、氮氧化物150mg/),达到了国内外现行标准的严水平。该标准是国内 炼焦化学工业大气污染物排放地方标准。球墨铸铁管一是加严对焦化各工序颗粒物排放的控制,颗粒物的超低排放限值均为。 
若管线的偏转角度较大,球墨铸铁管可采用多只管子偏转,应避免单只管子接口偏转角度太大,一般10°以内的角度可使用3~4根管子偏转,球墨铸铁管不必使用弯管。切管。 有些管子因野蛮装卸,造成插口端碰裂或变形,故需要将此部分切掉,同时由于要安装弯管、阀门等,球墨铸铁管需要不同长度的管子,也需切管。切管工具可使用砂轮切割机。球墨铸铁管安装接头。 将插口插入承口,使要连接的管子或管件的中轴线相重合,使用一个导链在管项部缓缓拉紧,直到管承口进入到两条白线中间。管子的偏转。 管子的接口允许偏转3°,切割时应沿管子一周作好切割线标记,这样便于切得平直。新切割的管子插口端**削边倒角和磨光,使其与原来的插口端外观尺寸相同。

球墨铸铁管怎样延长其使用寿命: 首先球墨铸铁管的维护保养要从其选型开始,在项目开工前我们就应该对所需要用到的部件,如管材件、胶圈、弯头等进行一次肉眼目测的外观检查,避免使用带病的部件。 其次保养的重点是验收工作时间我们应该着重注意到影响长期稳定运行的承插口/胶圈下管(排管)等,要力求在这几方面的承口没有杂物。胶圈已北橡皮锤砸实不翘不扭,均匀地卡在槽内。包底冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法、摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N2。球墨铸铁管的维护保养过程中,由于动管轴心线是深埋在地下的,因此遇有倾斜角时,要小心,若阻力过大,切勿强行开挖,以防橡胶圈扭曲。
