




航萧管件
 云浮工字钢拉弯质优价廉
我国全自动弯管机设计技术面临的问题
自2009年年底以来,欧洲机床制造商接受的订单一直在不断增长。2010年上半年,其增长速度几乎达到2009年同期的50%以上。近的统计数字显示,国际订单虽然在以两位数的速度增长,但增长已有所放缓。欧洲机床工业传统上是以出口为导向,不过欧洲客户仍然是行业的核心支撑。因为制造业一直是欧洲经济的重要组成部分和经济复苏的主要驱动力。
全自动弯管机的系统具有手动和自动操作方式,自动方式下又可分为步进跟随弯曲和原点贯穿弯曲,便于加工多种多样的弯管。对于具有不同弯曲半径的管件,采用上下模切换来实现弯管加工。对于具有特殊加工要求的弯管,设计了联动、分解及相应的辅助动作,避免机械干涉,实现了弯管过程的自动化。
常用的全自动弯管机使用的模具常常是针对碳钢管,对于合金钢管、不锈钢管的弯曲,由于材质的不同特性,缺乏相应的相关技术,往往无法得到理想的弯管截面变形率及弯管角度。于较大扭矩(功率)的弯管机,由于存在设计的盲区,容易造成静不定、失稳现象及共振问题。同时控制电路的设计也缺乏相应的设计经验。较大扭矩(功率)的高质量的直流电机在国内也很难找到供应商。
电动弯管机主要用于5.08 cm(2英寸)以下管道的弯曲,弯管半径一般小于25.4 cm (10英寸)。对于较大的弯管半径,一般无法找到相对适应的机器与模具。对于弯管半径大于30.48 cm(12英寸)的弯管模具不仅投资较大,而且模具的浇注的过程变形也难以得到控制,同时对于这种模具的设计也需要相当的技术积累。
云浮工字钢拉弯质优价廉
我国全自动弯管机设计技术面临的问题
自2009年年底以来,欧洲机床制造商接受的订单一直在不断增长。2010年上半年,其增长速度几乎达到2009年同期的50%以上。近的统计数字显示,国际订单虽然在以两位数的速度增长,但增长已有所放缓。欧洲机床工业传统上是以出口为导向,不过欧洲客户仍然是行业的核心支撑。因为制造业一直是欧洲经济的重要组成部分和经济复苏的主要驱动力。
全自动弯管机的系统具有手动和自动操作方式,自动方式下又可分为步进跟随弯曲和原点贯穿弯曲,便于加工多种多样的弯管。对于具有不同弯曲半径的管件,采用上下模切换来实现弯管加工。对于具有特殊加工要求的弯管,设计了联动、分解及相应的辅助动作,避免机械干涉,实现了弯管过程的自动化。
常用的全自动弯管机使用的模具常常是针对碳钢管,对于合金钢管、不锈钢管的弯曲,由于材质的不同特性,缺乏相应的相关技术,往往无法得到理想的弯管截面变形率及弯管角度。于较大扭矩(功率)的弯管机,由于存在设计的盲区,容易造成静不定、失稳现象及共振问题。同时控制电路的设计也缺乏相应的设计经验。较大扭矩(功率)的高质量的直流电机在国内也很难找到供应商。
电动弯管机主要用于5.08 cm(2英寸)以下管道的弯曲,弯管半径一般小于25.4 cm (10英寸)。对于较大的弯管半径,一般无法找到相对适应的机器与模具。对于弯管半径大于30.48 cm(12英寸)的弯管模具不仅投资较大,而且模具的浇注的过程变形也难以得到控制,同时对于这种模具的设计也需要相当的技术积累。

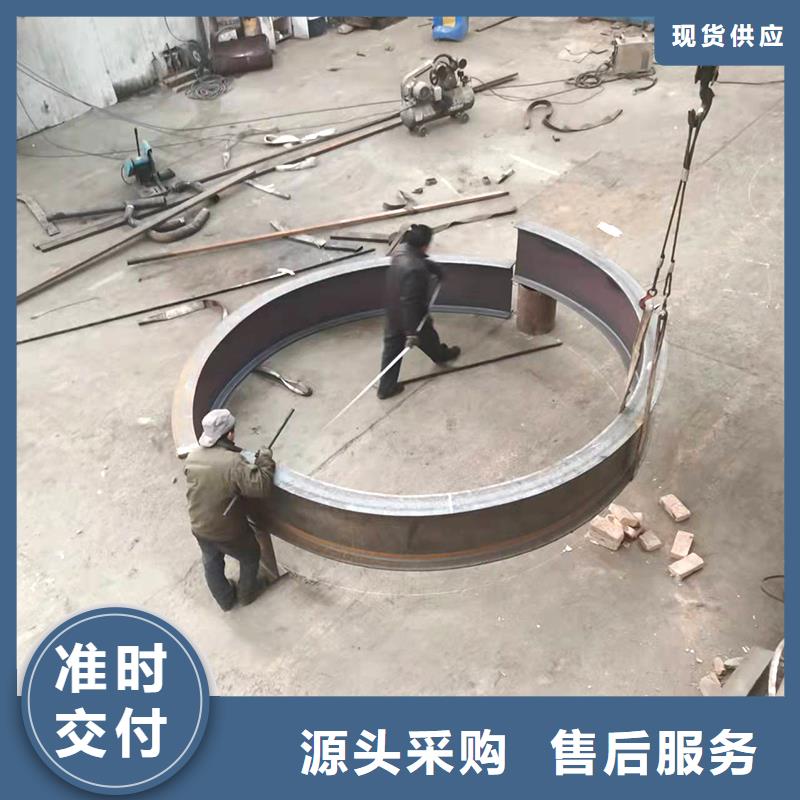
 对弯管加工工艺的选择有哪些差距、如果在进行弯管加工时,由于使用热弯管加工工艺,因此不管管道直径大小,按规定装载干燥的细沙是必要的,加工加热的金属弯管时,可以调节温度,铝型材的弯管也用于弯管加工,但管道不需要沙子,为了减少弯头的椭圆度,使弯头的腹部呈凹面,可以轻拍弯头两侧管道壁的位置,在弯管加工部分和管道末端之间形成椭圆形。
对弯管加工工艺的选择有哪些差距
因此在实际的加工中不要忘记,用高合金钢管或有色金属管道加工弯头时,有效的方法应该是机械方法,如果需要沙子填充,就不要用锤子敲,防止弯管受损,铝管在弯管加工中同样需要沙子,弯管加工达到一定程度后,可以用特殊的测试设备检查平滑度,如果温度正确,可以将加工后的管段移动到平面上,将管段弯管加工到与模具完全匹配的位置,然后用湿布冷却,使用高压钢管进行弯管加工时,保证表面没有损坏。
在进行热处理之前,可以对其进行探伤准备,如果有缺陷应提前维修,磨损后弯管的管壁不能小于公称壁厚,如果弯管加工是必要的,应适当记录,实际上,弯头加工有多种方法,由于管道的原材料和材料不同,选择加工方法时也存在很大差异,但所有弯头加工过程的终目的是相同的,并保证弯头的质量。
那么,当弯管机的液压系统泄漏时,当弯管机的液压系统泄漏时,可以减少油管接头的数量,整合控制阀,防止系统漏油,为了减少整流时的液压冲击和机械振动,尽量延长整流时间,弯管机要定期检查,定期维修及时处置,防止泄漏的发作,其外部原因是由于油液不足而引起的。
对弯管加工工艺的选择有哪些差距、如果在进行弯管加工时,由于使用热弯管加工工艺,因此不管管道直径大小,按规定装载干燥的细沙是必要的,加工加热的金属弯管时,可以调节温度,铝型材的弯管也用于弯管加工,但管道不需要沙子,为了减少弯头的椭圆度,使弯头的腹部呈凹面,可以轻拍弯头两侧管道壁的位置,在弯管加工部分和管道末端之间形成椭圆形。
对弯管加工工艺的选择有哪些差距
因此在实际的加工中不要忘记,用高合金钢管或有色金属管道加工弯头时,有效的方法应该是机械方法,如果需要沙子填充,就不要用锤子敲,防止弯管受损,铝管在弯管加工中同样需要沙子,弯管加工达到一定程度后,可以用特殊的测试设备检查平滑度,如果温度正确,可以将加工后的管段移动到平面上,将管段弯管加工到与模具完全匹配的位置,然后用湿布冷却,使用高压钢管进行弯管加工时,保证表面没有损坏。
在进行热处理之前,可以对其进行探伤准备,如果有缺陷应提前维修,磨损后弯管的管壁不能小于公称壁厚,如果弯管加工是必要的,应适当记录,实际上,弯头加工有多种方法,由于管道的原材料和材料不同,选择加工方法时也存在很大差异,但所有弯头加工过程的终目的是相同的,并保证弯头的质量。
那么,当弯管机的液压系统泄漏时,当弯管机的液压系统泄漏时,可以减少油管接头的数量,整合控制阀,防止系统漏油,为了减少整流时的液压冲击和机械振动,尽量延长整流时间,弯管机要定期检查,定期维修及时处置,防止泄漏的发作,其外部原因是由于油液不足而引起的。
