



目前市场上的主流激光切割设备为光纤激光切割机其主要原因就是加工效果好,加工质量好,效率高而且经济实惠,是各大中小金属材料加工企业的主力军,那么现如今市场上主流的激光切割机都是什么价位?光纤激光切割机价位是多少?金属激光切割机价格范围是多少?
光纤激光切割机价位是多少 光纤激光切割机价格范围?
光纤激光切割机主要以切割金属材料的薄板为主,他的切割速度是目前激光切割设备中速度特别快,切割质量特别好的(同等条件下),市场上主流的,且应用特别广的光纤激光切割机功率主要是500W-4000W之间,选用哪种切割机要根据用户的需求和预算等去定制,还有就是切割材料的厚度,看看具体的功率要求等方面才能够决定。500W-4000W光纤激光切割机价格范围大体在50万-400万之间,根据品牌和配置的不一样价格都是有浮动的,想要知道具体的价格可以将需求提供给我们,我们给给您一个具体的激光切割机价位。
光纤激光切割机价格影响因素
光纤激光切割机的价格受功率、生产工艺、功率等的影响,因此在进行选购时要注意考虑这几方面,让我们购买到性价比高的产品。
光纤激光切割机加工的金属材料
它要根据所要加工的金属材料而定,自然而然的厚度和幅面也自然不同。金属的幅面越大,所需要的机床越大,价格自然也越高,所以关于价格方面的问题,先了解相关的产品配置,再去询问不同的厂家进行比较。
光纤激光切割机功率
机器的价格是根据功率来决定的,功率越大价格越高。
光纤激光切割机生产工艺
不同的厂家它的生产制作是不同的,特别是切口的设计以及尺寸的设计都是影响价格的原因,制作工艺越精密相对应的价格也就略高。另外,光纤激光切割机厂家众多,同等配置的情况下大部分的价格都是差不多的,具体价格根据激光器功率,切割幅面大小,辅助选配设施,例如,空压机,稳压器,抽尘设备。核心配件的厂家和品牌。还有激光切割厂家的技术和服务相关。
众所周知,光纤激光切割机的重要部件之一就是激光切割头。激光切割头具有精度高、价格高的特点。光学元件在激光切割头的组件中起着至关重要的作用。
光纤激光切割机
激光切割机利用激光束的能量将激光发出的原始光束通过光学透镜进行切割和聚焦,形成高密度光斑,用于切割钢管、板材、金属等各种材料。可见,在切割过程中,每一个重要的步骤都离不开光学镜片。但是,如果在正常运行中维护不当,就会出现各种各样的问题。数控切割机厂家列举了光纤激光切割机激光头的几个常见问题及解决方法,一起来看看吧。
1、QBH部分发烫:QBH部分发烫,首先检查准直器上的保护镜片,如有损坏及时更换。如果保护镜头没有问题,请移除光纤以检查准直器和光纤末端的情况。
2.切割头喷嘴加热或聚焦腔加热:加热喷嘴和加热聚焦腔,首先检查保护镜片是否有明显的烧点或保护镜片表面是否有水分和油污。如果保护镜片有烧斑,请更换保护镜片,有水汽或油渍,需要检查空压机过滤器部分,并要求客户更换空气过滤器或修理冷干机。如果保护镜头没有问题,则需要检查对焦镜头的状况和对焦水冷板的水流情况。
3、切割过程中切割头焦点位置自动变化:切割过程中焦点部位自动变化。一般是保护镜片的密封圈损坏,气压进入调焦腔,导致镜片向上移动,需要更换保护镜片的密封圈。如果更换保护镜片密封圈无效,则需要确认客户使用的保护镜片厚度是否有偏差。薄的保护镜片也会导致密封圈泄漏。
4、切割头吹气压力小,氮气脱气明显。流量不够:拉出保护镜抽屉,观察脱气环位置是否有明显异物出现。拆下切割头的传感器部分,取出气道衬垫,将其重新安装在保护镜抽屉中,点击将异物吹入气道入口,然后恢复切割头。如果清洗后气压不能升高,则应检查机床动力链管是否破损,电池阀内是否有异物。
5、自动对焦切割头回原点后,对焦不为零或回原点错误:需要打开平台设置工具,找到对焦控制参数栏,放大正负值限位到30,手动控制焦点移动到正负限位,注意限位是否会触发报警,如果不能检测到限位,则需要修理刀头。如果能正常检测到限位位置,返回原点再将对焦行程改为正负10,即可正常使用。
当刀盘内部有无法检测到的限位时,原点发出警报,客户将方向变回原点,以另一个限位位置作为原点。
光纤激光切割机
以上五点是光纤激光切割机切割头常见的问题及解决方法。这里先介绍一下,希望这篇文章对大家有用。如果您对我的分享有不同的意见,感谢您的建议!
对于光纤激光切割机初入行的新手,遇到切割质量不佳时都会犯难,面对众多的参数不知该如何调整。下面简单介绍下会遇到的问题及解决方法。
影响切割质量的参数有:切割高度、割嘴型号、焦点位置、切割功率、切割频率、切割占空比、切割气压及切割速度。硬件条件有:保护镜片、气体纯度、板材质量、聚集镜及准直镜。
光纤激光切割机遇切割质量不佳时建议先进行一般性检查,一般性检查主要检查内容及顺序是:
1.切割高度(建议实际切割高度在0.8~1.2mm之间),如实际切割高度不准,则需要进行标定。
2.割嘴检查割嘴型号及大小是否用错,如果是正确的检查割嘴是否有损坏,圆度是否正常。
3.光心建议用直径1.0的割嘴进行光心检查,检查光心时焦点 在-1~1之间。这样打出来的光点小易于观察。
4.保护镜片检查保护镜片是否干净,要求无水无油无渣点。有时会因为天气或铺助气太冷等原因导致保护镜片结雾。
5.焦点检查焦点是否设定正确。如果是自动调焦切割头一定要用手机APP查看焦点是否正确。
6.修改切割参数
以上五项都检查且都没有问题后,再根据光纤激光切割机切割现象针对性的修改参数。
如何根据现象调整参数呢,以下简单介绍切割不锈钢和碳钢时会遇到的状态及解决方法。
例如不锈钢挂渣,挂渣类型有多种。如只拐角挂渣可先考虑拐角倒圆,参数方面可以降低焦点、加大气压等。
如整体挂硬渣,需要降低焦点、加大气压、加大割嘴,但焦点过低或气压过大会导致断面分层和面粗糙。如果整体挂颗粒状的软渣,可适当增加切割速度或降低切割功率。
光纤激光切割机切割不锈钢还可能会遇到:切割快结束的一面挂渣,可以检查是否气源供气不足气体流量跟不上。
光纤激光切割机切割碳钢一般会遇到:薄板断面不够光亮、厚板断面粗糙等问题。
一般而言1000W激光器可以把不超过4mm碳钢切的光亮,2000W是6mm、3000W是8mm。
想要把断面切的光亮首先得板材好表面无锈无漆无氧化皮,其次氧气纯度得高至少99.5%以上,在切割上需要注意的有:用小割嘴双层1.0或1.2、切割速度得快需要超过2m/min、切割气压不宜过大。
想要光纤激光切割机厚板切割断面质量好,首先得保证板材和气体纯度其次就是割嘴的选用,孔径越大断面质量会越好,但同时断面锥度会更大。
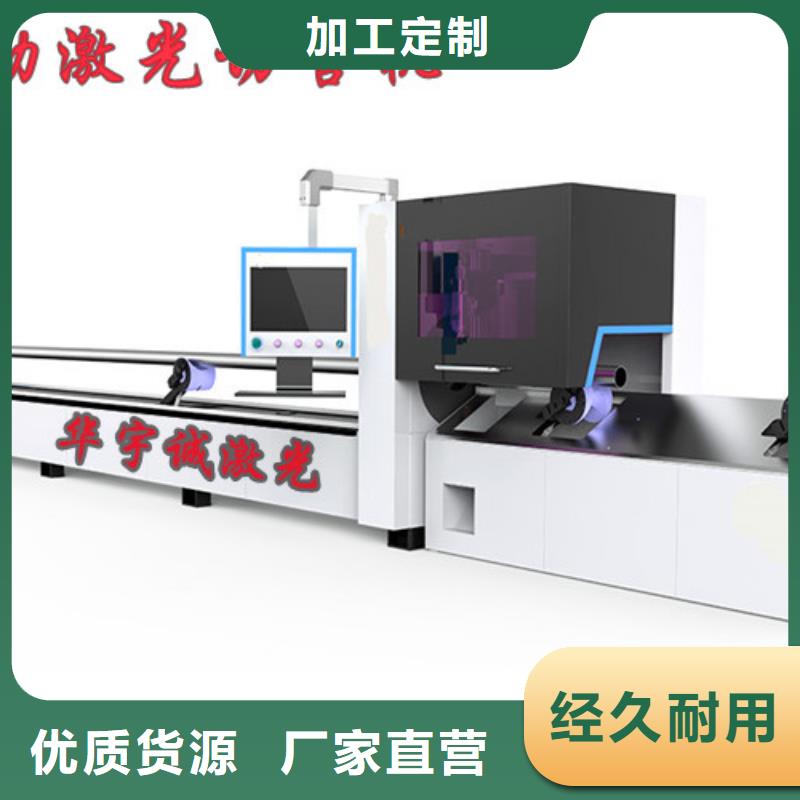
本文的主要内容是介绍光纤激光管材切割机和管材 切割管的主要技术,希望读者对光纤激光切割机有更多的了解。
大长度金属管材全行程自动激光切割下料
针对大长度金属管材全行程自动激光切割下料的工艺要求,机械结构采用双驱动气动卡盘旋转机构(主动轴W,从动轴W1),与主动轴W轴气动对齐卡盘旋转机构 通过机床的 X、Y、W 运动将其固定,夹紧管子,并切割管子。右从动轴W1气动卡盘旋转机构可随工作台沿工件插入移动,可实现大长度金属管材。全行程自动激光切割下料。
数控切割技术
为了获得大批量、高效率、扩大化的生产效果,必须采用数控切割。钢管激光切割机数控切割的核心 是数控切割系统。数控系统的控制软件可以防止零件切削点和零件边角的过烧。提供先进的切割技术和丰富的切割经验。激光切割机方管操作 人员可以熟练使用控制系统,实现精密高效的数控切割。
专业的管套技术
为了达到光纤激光切割机高效切割管材 数控激光管材切割的目的,编程套料较为复杂,使用不当会造成管材的浪费。通过专业的管材切割套料软件,提前在电脑上进行绘图、套料、下料分段编程,生成数控切割程序,然后对大长度金属管材进行全行程自动激光切割下料。数控切管机实现大批量、高效率、小尺寸切割生产的基础和必要条件是专业的管材套料软件。
切管工艺
金属管材光纤激光切割机切割管径较小的方管时 ,熔渣粘附在管材内壁,切割产生的大部分体积被工件吸收。切割密度穿透时,管材经常出现重叠,方管的四角和四角通过,针对此类问题,可采用以下方法:(1)带有高度感应随动系统的激光切割头可确保在光纤数控管材激光切割机的切割过程中,切割喷嘴的高度与工件表面保持不变(焦点不变),使切割效果不随工件表面的变化而腐蚀;(2)增加氧气压力(6-8Mpa)的方法;(3) 通过软件提高尖角合成速度。该方法可以解决不锈钢管激光切割机 切割管材时出现的“过烧”和结渣问题。
随着计算机技术、机械结构、切割技术和优化算法的不断更新和发展,激光切管机切管 技术不断提高,数控激光切管技术将突出其智能、快速、优化的切割工艺。和技术,为切割机激光管材的高效切割,高质量的切割,以及节约管材提供技术保障。
