



4、钢筋弯箍机在运转的过程中严禁更换芯轴、成型轴和变换角度及调速,严禁在运转时加油或清扫。
5、对钢筋进行加工时,严禁超过该机器对钢筋加工的直径、根数以及机械转速的规定。
6、钢筋笼绕丝机加工的过程中严禁作业半径内和机身不设固定销的一侧站人。弯曲的钢筋加工好以后要堆放整齐,弯钩不得朝上。
1、倘若钢筋弯箍机已经在作业中,这时候更换芯轴与变换角度以及调速等操作,都是被明令禁止的,在此过程中,加油与也是不被允许的。
2、在对钢筋进行弯曲的时候,不能够超越机械本身所规定的一些硬性参数,比如钢筋的直径要在范围之内,一次加工的钢筋数量也不能超过 值,机械的运转速度也不能太大超出 运转速度。

项目部设置出口较少的密闭性停放场所,专岗人员,避免冲撞的设备,装置视频监控和报警系统。进入停放场所的设备实行三交制度,即交车、交、交车钥匙,在三交台账上停止注销,未依照规则执行停止责罚。3、停放和维修:
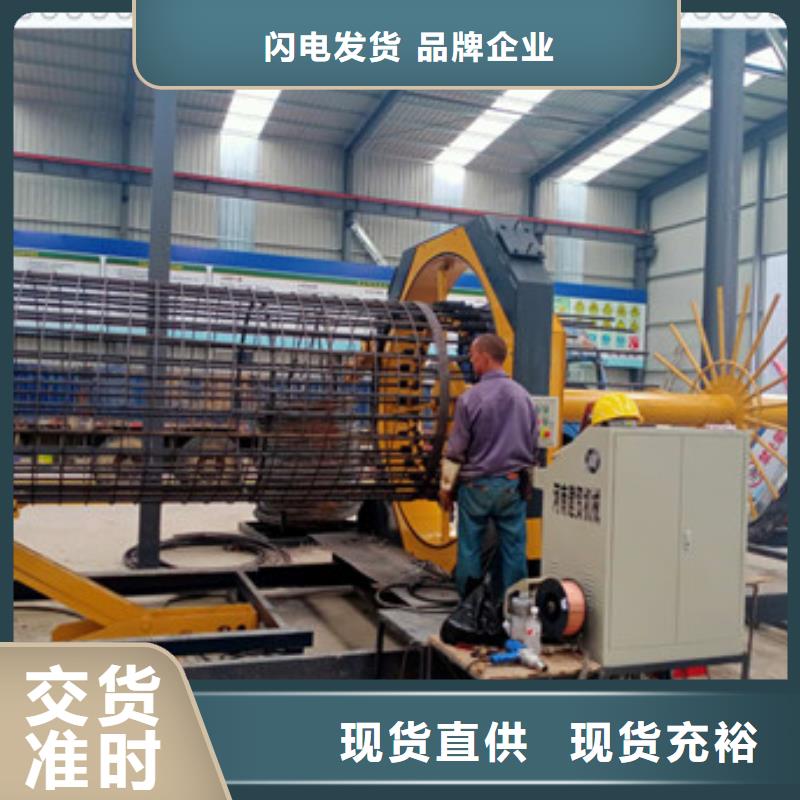
河北钢筋笼滚焊机
唐山滑模机哪家好,3.数控钢筋滚笼机呈现操作简单、可靠,在运用的过程中可降低施工本钱,为厂家带来了更多的经济效益,数控钢筋滚笼机具有较长的运用寿命我们运用期间应做好日常的颐养清洁工作,进步工作效率。质量
(3)每日检查电极工作面的磨损状况,如发现焊接电极沟槽过深或粘附严重,应立刻修复或改换。(2)每日检查各运动部件的光滑,特别是变径滑板,电极导杆和变径丝杠,必需每日光滑。(1)坚持设备清洁。每日肃清设备主驱动轮托轮、电极导杆、焊接电极上的飞溅物,脏物及灰尘。
 建贸机械设备有限公司
建贸机械设备有限公司
固定声卡机架及移动声卡机架进行了优化结构,降低服务器净重,缓解了动力单元的负荷,进而可制作目前偏重的灌注桩;
轮缘结构进行了可靠性设计,革除之前方钢冷拔后加工的工艺,更改成原料为高韧性的无缝管,经过五金机械的冷拔成形,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了表面。促使设备运行更加稳定且, 设备运行惯量大幅度降低;
数控机床钢筋笼滚焊机骨架图转动的同时由移动盘拖拽向后移动,盘筋不移动;
数控机床钢筋笼滚焊机直徑由相同直徑的模版精准控制,一个工程通常需要 2-7 种模版;
数控机床钢筋笼滚焊机成形机主筋间隔决定于人工事先在模版上布局的,与主筋根数相同数量的防水套管间隔;
装有多个液压机支撑设备,防止灌注桩因重量而松驰;
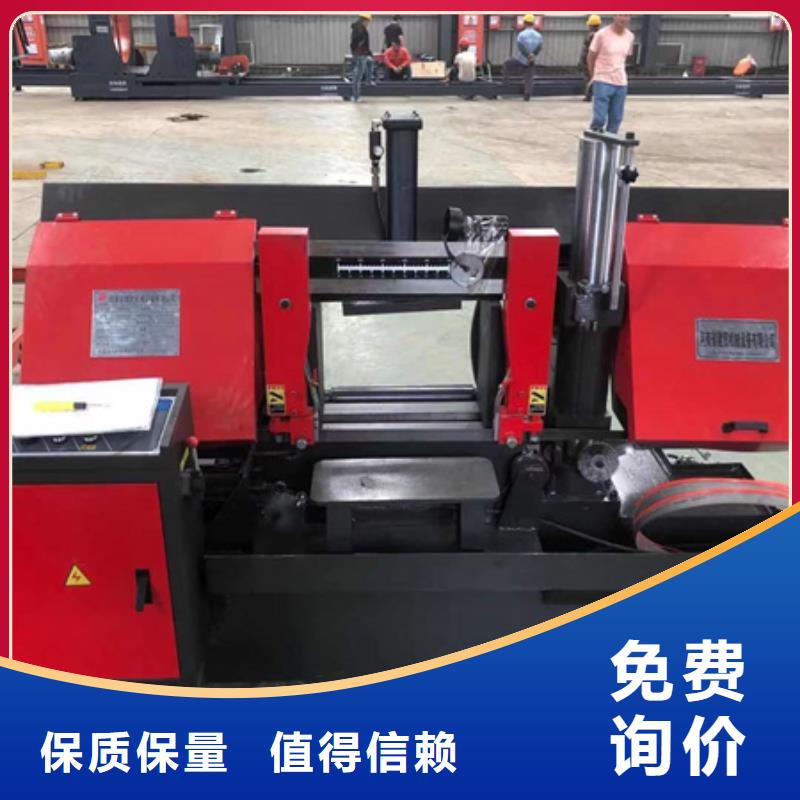
 乌海质优价廉的钢筋笼滚笼焊机
供货商
乌海质优价廉的钢筋笼滚笼焊机
供货商
1.在钢筋滚笼机运转的过程中我们是禁止更换任何零件的,我们在更换零件时应该断开所有电源避免发生不必要的危险,在运行的过程中如有异常情况的发生我们必须要停机进行检查原因,找出原因解决完毕才能继续运行。
2.对于钢筋弯箍机比较容易磨损的零件我们应该在运行之后做好保养工作,这样才能保证零件的正常使用还可以延长使用的寿命。
1.在操作钢筋绕筋机之前检查电气接线是否有异常老化、裸露现象,如有需要及时的更换,检查螺丝螺栓是否有松动如有及时的拧紧。
2.钢筋绕筋机在正常工作之前我们应该进行试运行15分钟,在试运行的过程中注意检查零件部件是否有异常的振动声响,检查各工位是否处于正常的工作状态,检查无误后即可正常运行工作。
 78346
3、精密程度不同。钢筋笼滚焊机制作出的钢筋笼不会出现直径內缩现象,绕筋缠绕的误差一米在2CM左右,非常标准。而钢筋笼绕筋机根据要生产的钢筋笼主筋和绕筋粗细程度的对比不同有的会出现直径內缩现象,绕筋缠绕的误差也会稍微大一些。4、生产速度不同。一般而言如果工人能够提前把加强圈和主筋焊接好供钢筋笼绕筋机生产的话,钢筋笼绕筋机的生产速度要高于钢筋笼滚焊机。5、需要工人数量不容。钢筋笼滚焊机只需要3个工人就可生产,2人上料和准备加强圈,一人操作设备进行焊接。而钢筋笼绕筋机需要工人多一些,需要工人把主筋和加强圈焊接好,供钢筋笼绕筋机使用,大概需要4人,再加上一个人操作设备焊接。共需要5人操作。6、设备占地面积不同。拿标准长度的设备而言,都是可以制作12米长度的钢筋笼。钢筋笼滚焊机要占地长度27米,钢筋笼绕筋机只需要占地13米左右。
78346
3、精密程度不同。钢筋笼滚焊机制作出的钢筋笼不会出现直径內缩现象,绕筋缠绕的误差一米在2CM左右,非常标准。而钢筋笼绕筋机根据要生产的钢筋笼主筋和绕筋粗细程度的对比不同有的会出现直径內缩现象,绕筋缠绕的误差也会稍微大一些。4、生产速度不同。一般而言如果工人能够提前把加强圈和主筋焊接好供钢筋笼绕筋机生产的话,钢筋笼绕筋机的生产速度要高于钢筋笼滚焊机。5、需要工人数量不容。钢筋笼滚焊机只需要3个工人就可生产,2人上料和准备加强圈,一人操作设备进行焊接。而钢筋笼绕筋机需要工人多一些,需要工人把主筋和加强圈焊接好,供钢筋笼绕筋机使用,大概需要4人,再加上一个人操作设备焊接。共需要5人操作。6、设备占地面积不同。拿标准长度的设备而言,都是可以制作12米长度的钢筋笼。钢筋笼滚焊机要占地长度27米,钢筋笼绕筋机只需要占地13米左右。

连续电焊焊接:在灌注桩的尾端,两盘继续转动,中止电焊焊接,将盘筋并列绕两圈;随后将盘筋端头电焊焊接在主筋上固定,结束电焊焊接
第六步:灌注桩与转动盘分别
堵截绕筋;移动盘前移,灌注桩与固定盘分别;松掉主筋与移动盘模版软管的地脚螺栓;移动盘前移,灌注桩与移动盘分别配套设施电动扳手,简洁便当加盟,跋山涉水劳动效率
第七步:卸笼,下降液压机支撑
卸笼,行吊或人推滚下在如数电焊焊接过程中,为防止灌注桩因重量而变形,需武器装备多个液压机支撑设备专业计划方案的液压系统,采用国内通用性的液压件,耐久度耐用、具有高公差配合
