



圆钢热切加热炉的特点:1、圆钢热切加热炉提高生产效率由于采用中频感应加热,加热效率高、速度快,不用预热,可以缩短辅助时间,提高生产效率1.6倍。2、圆钢热切加热炉节约材料,提高锻坯质量由于采用组合模具进行自动下料,下料重量得到控制,重量误差≤0.5%(人工下料重量误差约为2%);另外采用中频感应加热速度快、采用“一火锻造”比原来减少一次加热过程,氧化脱炭少,通过压缩下料公差及锻坯留量可以节省原材料8.2%。由于锻坯氧化皮少,锻件的外观质量明显改善。3、圆钢钢材热切加热炉节能环保,卫生由“二火锻造”改为“一火锻造”,可以减少一次下料加热的燃油及电耗,节约能源约56%;采用中频感应加热取代燃油加热,了燃油加热时产生的热辐射、烟尘、so2气体排放造成的污染以及鼓风机噪声对周围环境的影响;火灾隐患得以控制。4、圆钢热切加热炉减轻劳动强度,节省劳动力人工下料时,一根长棒料重约1~2百公斤,用人工下料体力消耗很大;采用自动下料,取消了下料工序,可节省下料人员。5、圆钢热切加热炉温度控制容易、准确采用中频感应加热,配合进料速度调节,加热温度易控制;采用非接触式红外测温头连续测量、监控温度,自动显示并记录,温度控制准确,有效杜绝了燃油加热时容易产生的“过烧”现象。
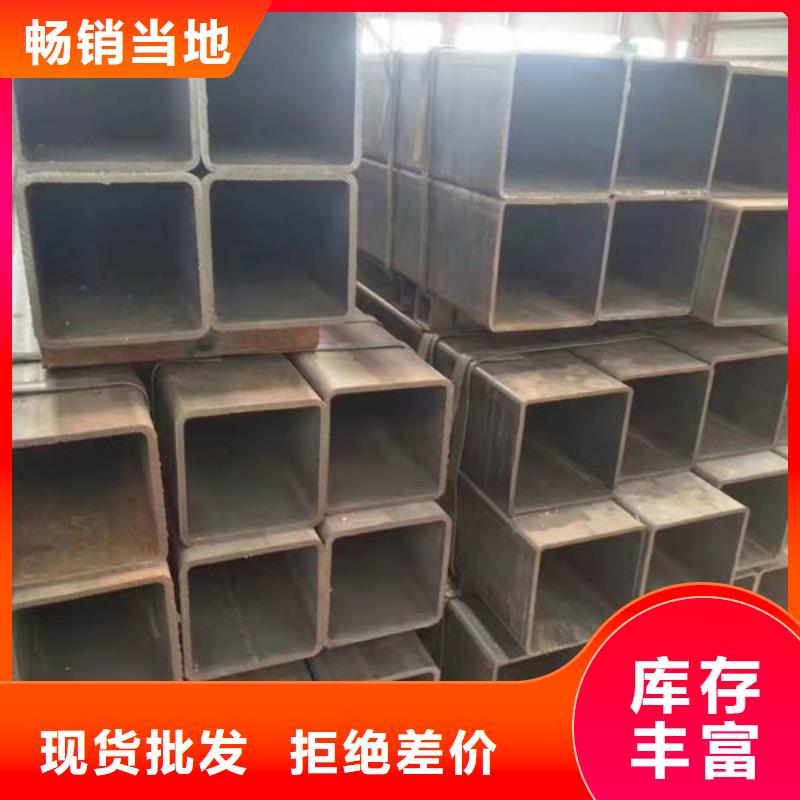
冷轧卷板以热轧卷板为原料,冷轧时,轧件是在再结晶温度以下轧制的,一般钢轧件在室温下轧制。含硅量较高的硅钢材片,脆性大塑性低,在冷轧前需要预热至200℃。冷轧卷板生产过程中由于不进行加热,所以不存在热轧常出现的麻点和氧化铁皮等缺陷,表面质量好、光洁度高。而且冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使用要求,如电磁性能、深冲性能等。冷轧卷板应用领域很广,如汽车制造、电气产品、机车车辆、航空、精密仪表、食品罐头等。一般规格:厚度0.15-3mm,宽度550-1530mm,卷板外径 Φ1000-2500mm,卷板内径Φ410-610mm。 重量:45吨。

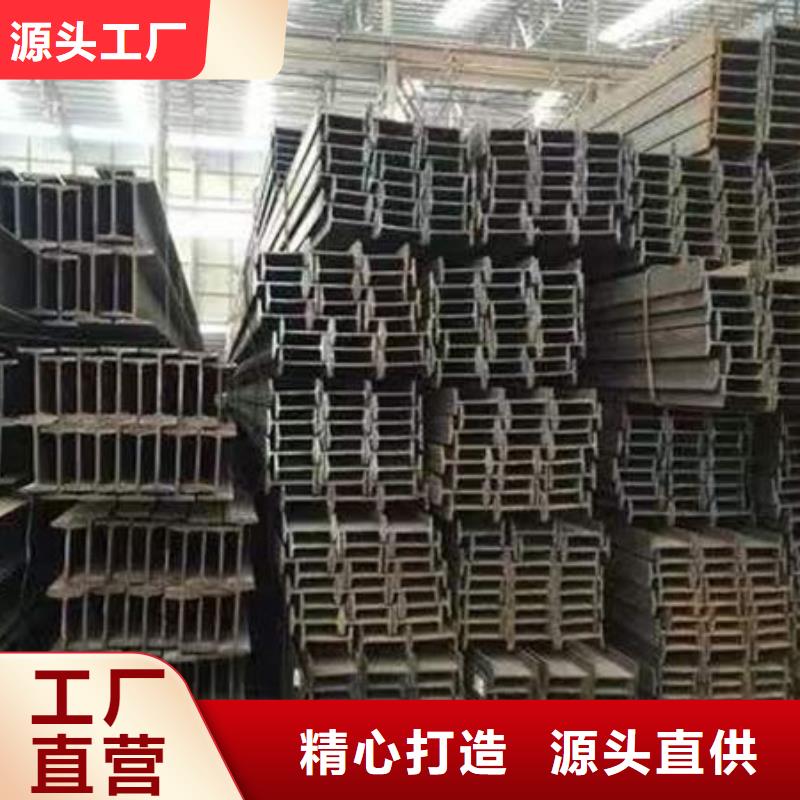
16mn无缝钢管的含合金总量<3%,含碳量为0.1%-0.25%,在合金钢中属于低合金无缝钢管。但是因为其猛含量较高,主要应用在一些延伸性能大,抗压性能强的领域,是一种低合金高强度的16mn低合金无缝钢管。性能16mn低合金无缝钢管的综合性能好,低温性能好,泠冲压性能,焊接性能和可切削性能好。外径生产范围从6至120mm壁厚从0.6至20mm内可根据客户要求定制各尺寸和各形状的16mn无缝钢管。标准16mn低合金无缝钢材采用GB8162《结构用无缝钢管》,此标准适用于一般结构机械结构;GB8163《输送流体用无缝钢管》,此标准适用于输送流体的一般无缝钢管。
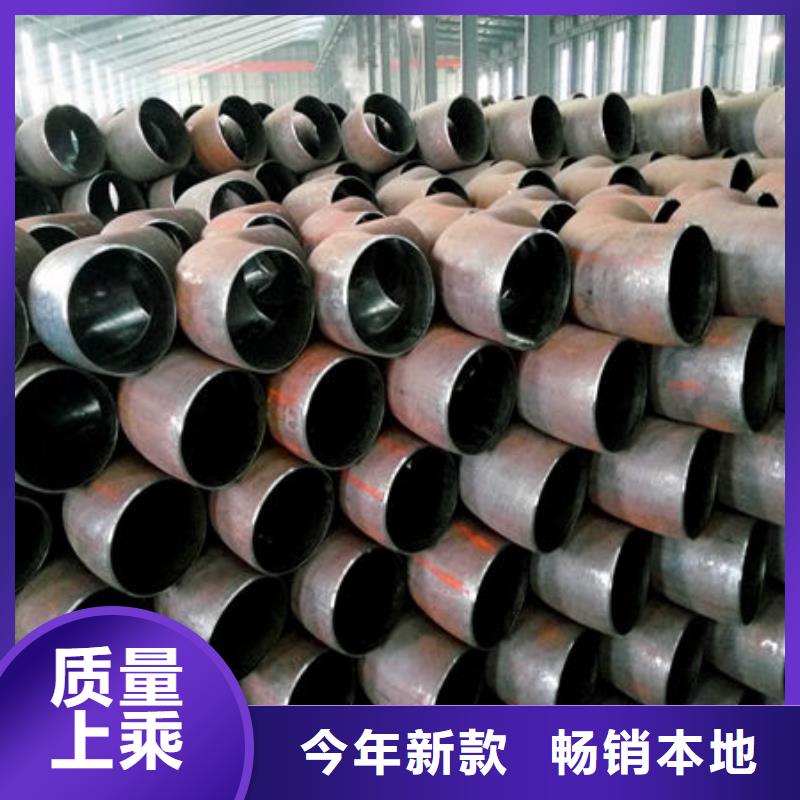
双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。