









近年来数控等离子切割机越来越受到广大用户的青睐,主要优点是切割效率高、切割变形小、耗材成本低(相比火焰切割),还有就是技术成熟,全国各地都有生产厂家,价格也越来越便宜,几万几十万的都有,符合各行各业的不同需求。今天要讲的就是怎样正确的调整数控等离子切割机电流、弧压、速度、钢板高度这些参数,合理的参数将会提高生产效率、切割质量,以及延长耗材使用寿命,终达到降低生产成本的目的。首先讲一下几个参数的定义:1、电流:等离子切割机的切割电流。2、弧压:切割过程中等离子正负极之间的电压。3、速度:割枪在切割过程中行走速度。4、定位高度:切割开始前割枪停止在那与钢板之间的距离。5、穿孔高度: 穿孔瞬间割枪与钢板之间的距离。6、切割高度:正常切割过程中割枪与钢板之间始终保持的距离。7、气压:切割用压缩空气的压力。
不少准备选购数控切割机的客户,都在发愁一个问题,就是数控切割机怎么编程?数控切割机发展到今天已经很成熟了,虽然系统是采用国际通用G码编程,不少人认为自己记不住或不认识G码,如何实现编程?如何操作数控切割机呢?但是现在随着智能与人工应用的发展,在使用和操作数控切割机的时候,根本是无需编程的,今天奥迅切割设备小编就拿数控等离子切割机为例,讲解一下怎么编程?
奥迅切割机内置图形
首先现在数控切割机操作系统一般都内置了部分常规切割图形,像咱们奥迅数控切割机里面,都存储了48种常规作业图形样式,当客户使用的时候,只需要修改相关参数,例如圆形来说,需要修改需要切割的圆形半径尺寸,以及需要切割数量,和选择切割的圆形为成品配件或是挖空废料件即可,通过以上指令后,等离子数控切割机就可以自动操作了。整个过程根本是无需编程,也无需客户读懂或认识G码。
CAD绘制切割图形
其次客户需要切割的图形非常规图形,毕竟每个客户生产的需求不同,针对于系统库木有的图形,客户就需要编程了,不懂G码如何实现编程呢?其实问题并不难,首先客户需要在CAD上画出自己想要切割的图形,以及各个标量参数,然后把图形输出到桌边文件。然后客户打开随机赠送的自动编程操作软件,通过选择文件打开刚做好的CAD图形,然后软件就是自动转化为切割代码。客户点击另存为保存好输出的txt格式文件。然后把输出后的txt文件复制到U盘,插入等离子数控切割机的操作主机,就可以实现所需图形的切割操作了。实际整个所谓是编程过程,客户根本木有实际编写G码,也根本无需读懂G码,就这么简单的操作了,所以我们奥迅给客户讲解的时候曾举例说,只要你能学会操作老年手机,就可以完全可以操控我们的数控切割机,无需编程就这么简单。
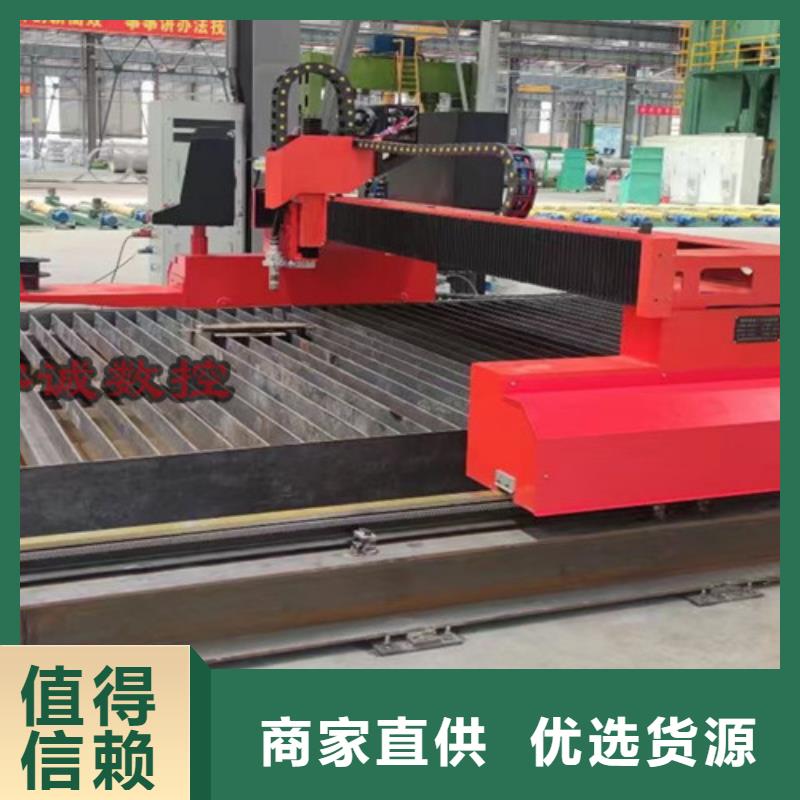
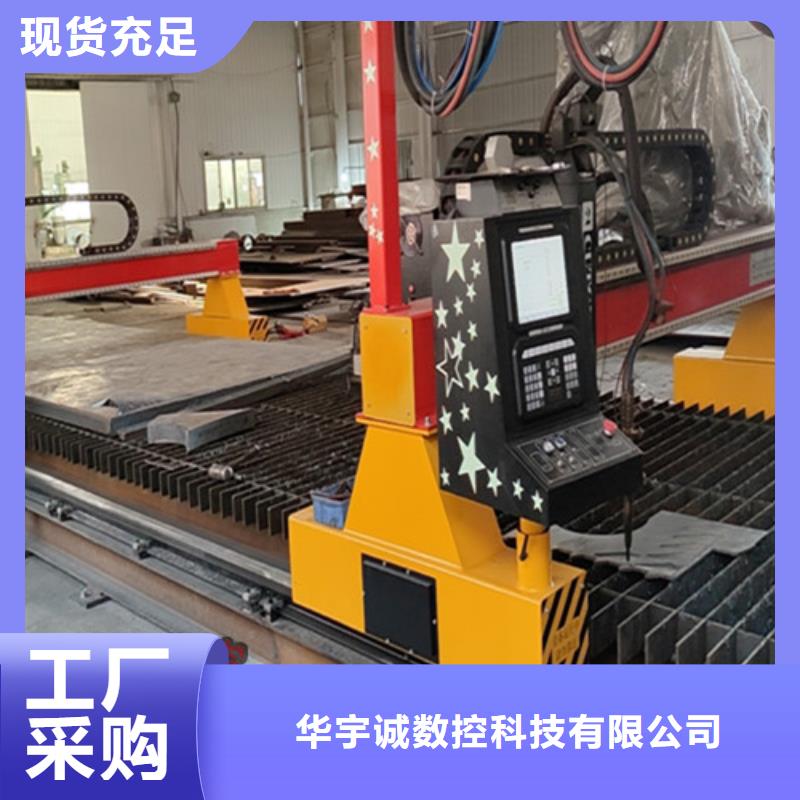
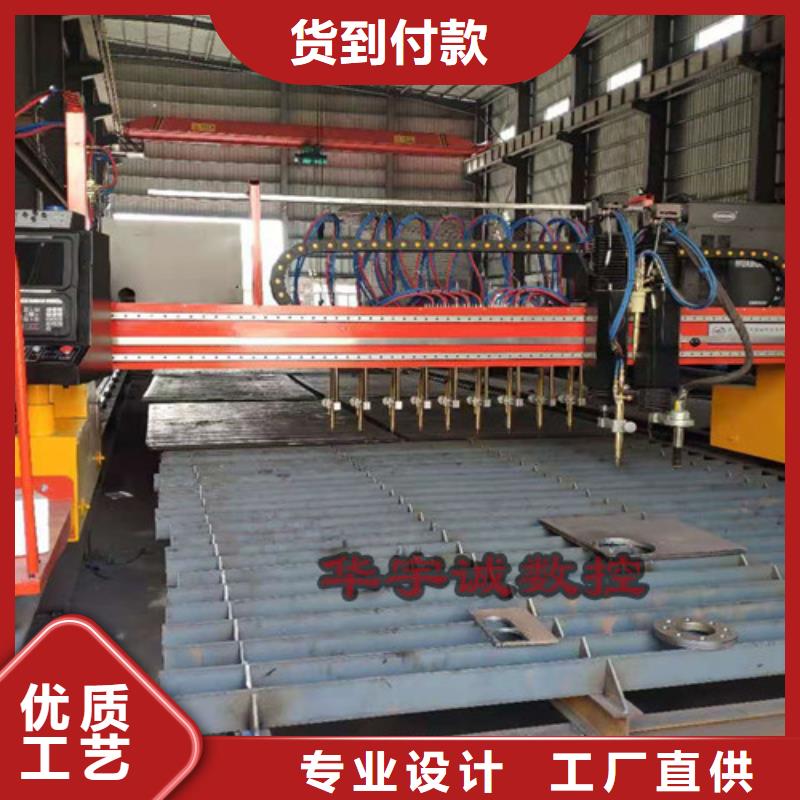
奥迅切割机切割案例
发布者:奥迅切割设备
数控等离子切割机不起弧大家首先想到的是信号源检测,供电设施连接,喷嘴损坏以及气压过大或过小,然后就是油水分离器里面有水,当排查完这些可能的因素外,依旧找不到不起弧的原因,到底是咋回事呢?前几天小编的同行技术也遇到一个这样的问题,一位老客户的台式等离子切割机,往常用的好好的,忽然就不起弧了,原因排查半天也木有找到,愁煞了一批人。
一帮人仔细排查了两遍,也木有找到症结所在,线路连接的好好的,也木有人为移动过,这故障来的也奇怪,咨询厂里资历丰富的老技术员,感觉问题 的可能性就是线路上,但是现场反复查看过线路木有问题, 没办法只能动手了,于是把地线拿起来,往机台的支架上摔打两下,结果地线直接断掉了。
于是问题找到了,原来这个地线用的年数太久了,放置在哪里一从未有人去触动过,并且看着连接的很好,所以就没在意,实际底线的中间部分,长时间氧化的形成绝缘层了,看似连接好的线路,实际是一个不通的电路,所以才导致等离子切割机喷嘴与切割件之间木有离子弧形成,地线氧化道绝缘状态是在实际应用中极少遇见的,所以在寻找不起弧原因的时候,总是给忽略掉。
数控等离子切割机切割质量的评价指标这一节我们谈一下数控等离子切割机切割质量的评价指标,对于数控等离子切割机切割质量的评价指标,相信大家都不是很清楚,接下来就由武汉耐霸小编来给大家介绍一下。 数控等离子切割机切割质量的评价指标目前还没有性的标准,只有行业标准:即《热切割等离子弧切割、质量和尺寸偏差》(JB/T 10045.4-1999)。对等离子弧切割质量的评价主要包括以下几个方面: 一、切口的宽度:它是评价切割机切割质量的重要特征值之一,也反映切割机所能切割小圆的半径尺寸。它是以切口宽处的尺寸来计量的,大部分等离子切割机的切口宽度在0.15~6mm之间。造成的影响:1、过宽的切口不仅会浪费材料,也会降低切割速度和增大能耗。2、切口宽度主要与喷嘴孔径有关,一般来说,切口宽度总是要比喷嘴孔径大10%~40%。3、当切割厚度增加时,往往需要使用更大的喷嘴孔径,切口也将随之加宽。4、切口宽度增加,会使割件的变形量增大。二、表面粗糙度:它用来描述切口表面的外观,确定切割后是否需要再加工。它是测量切口深度2/3处横断面上的Ra值。由于切割气流的作用在切割前进方向上产生纵向振动的结果,主要形式是切割波纹。一般要求氧乙炔法切割后的表面粗糙度:1级Ra≤30μm,2级Ra≤50μm,1级Ra≤100μm。等离子弧切割的切口Ra值通常超过火焰切割的水平,但是低于激光切口Ra值(小于50μm)三、切口棱边的方形度:它也是反映切割质量的重要参数,关系到切割后所需要再加工程度。该指标常用垂直度U或角度公差来表示。一般来说:等离子弧切割时其U值与板厚及工艺参数关系密切,通常在U≤(1%~4%)δ(δ为板厚),激光切割U≤0.5mm。四、热影响区的宽度:该指标对于那些可硬化或可热处理的低合金钢或合金钢非常重要,过宽的热影响区宽度会明显改变切口附近的性能。空气等离子弧切割的热影响区宽度在0.3mm左右,水下等离子弧切割时,热影响区宽度还可以更窄。五、挂渣量:是描述热切割后在切口下缘粘附的氧化物熔渣或重新凝固材料的多少。挂渣的等级通常是靠肉眼观测来确定的,一般用无、轻微、中等和严重等术语来描述。另外,对割缝直线度、上缘的熔化度以及缺口等也应该有相应的要求。 
