




 钢筋出筒后如头往上翘,调节上边一组轮适当往下压,如果出筒之后钢筋往下翘,调节下边一组轮适当的往上顶,始终使钢筋出头端呈水平状态。
钢筋出筒后如头往上翘,调节上边一组轮适当往下压,如果出筒之后钢筋往下翘,调节下边一组轮适当的往上顶,始终使钢筋出头端呈水平状态。当数控钢筋笼滚焊机弯双筋是靠外一根钢筋出来后有脱落弯曲芯轴的现象,将预矫直一组轮的外轮适当向内压,致使双筋相互靠拢。弯较大的箍筋时弯曲速度应相应减慢。
当数控钢筋笼滚焊机出现弯丝现象,可以调整下调直块的角度,看是否和调直器,压滚槽在一条直线上。
数控钢筋笼滚焊机的弯曲芯轴的调节:调节起落架汽缸,使弯曲芯轴的上顶点与导线筒孔的下边成水平或低导线筒孔下边1-2mm。压紧气压好保持在4兆帕左右以免造成钢筋变形及设备损坏。
数控钢筋笼滚焊机在弯曲的过程中出现断丝现象。首先要检查调直块角度看看是否过大,或者是刀退不回,送丝滚上的压簧过松,材质不好等。
 对于钢筋笼缠绕机就要用变速箱;为了实现不同的非线性运动规律控制,各种不同凸轮机构就相继出现。现代机械功能以及转变运行规律的选择上更为灵活多样。能够将多种技术综合利用,也可以从多个角度入手,实现总体构架的结果选择。达到总体结构的。并且,现代机械采用将内部运行装置的办法,使得由于运动和运动装置的变形的偏差更小,并且实现了利用电子监控等及时发现复查并解决误差隐患。使得工作的精密程度进一步。
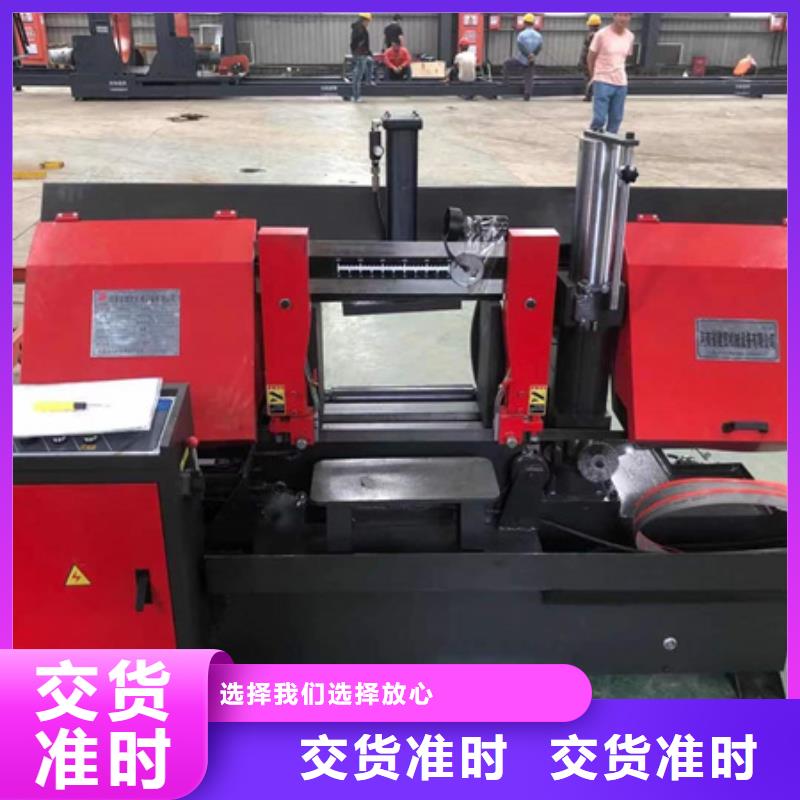
对于钢筋笼缠绕机就要用变速箱;为了实现不同的非线性运动规律控制,各种不同凸轮机构就相继出现。现代机械功能以及转变运行规律的选择上更为灵活多样。能够将多种技术综合利用,也可以从多个角度入手,实现总体构架的结果选择。达到总体结构的。并且,现代机械采用将内部运行装置的办法,使得由于运动和运动装置的变形的偏差更小,并且实现了利用电子监控等及时发现复查并解决误差隐患。使得工作的精密程度进一步。半自动钢筋笼滚焊机按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的小搭接量与点焊相同。
钢筋笼缠绕机操作还方便,深的客户赖.管材尖头机/小导管尖头机管材尖头机/小导管尖头机同时设备生产的加工噪音和生产能耗。设备加工生产工艺流程:进料——定位——启动/自动——冲孔成型——出料同时液晶智能显示屏可储存上百种不同的加工参数,数据。方便第二次的重复冲孔,不需重新输入/只需要吧储存的数据调换出,就可启动生产加工为方便各位大中小型的管材冲孔加工厂老板,本公司以“效能解决方案供应商” 39802

在试运转的全过程中留意查验零部件部件是否有出现异常的震动响声,查验各工装夹具是不是处在一切正常的工作态度,查验准确无误后只能一切正常运作工作中。在滚笼机工作中的全过程中人们应当立即的观查管理状况,若有异常现象的产生务必关机开展维修,防止导致大的常见故障。
在应用滚笼机时人们应当立即搞好清理维护保养工作中,每季度对必须润化位置充注润滑脂以确保滚笼机的一切正常运作。灌注桩绕筋机械加工覆盖面广,合适各种各样主筋箍筋总数、方式、型号规格、尺寸、长短的设计方案规定,不容易由于机器设备作用危害灌注桩设计方案或不可以上机操作生产制造。
专业化工作没受人为失误危害,长期工作中可平稳不会改变。品质平稳。灌注桩绕筋机作出的商品结构紧凑,造型设计美观大方。成形更快,待工情况2个可全线生产制造,一切正常负荷4人每天可生产制造12-30多节灌注桩。
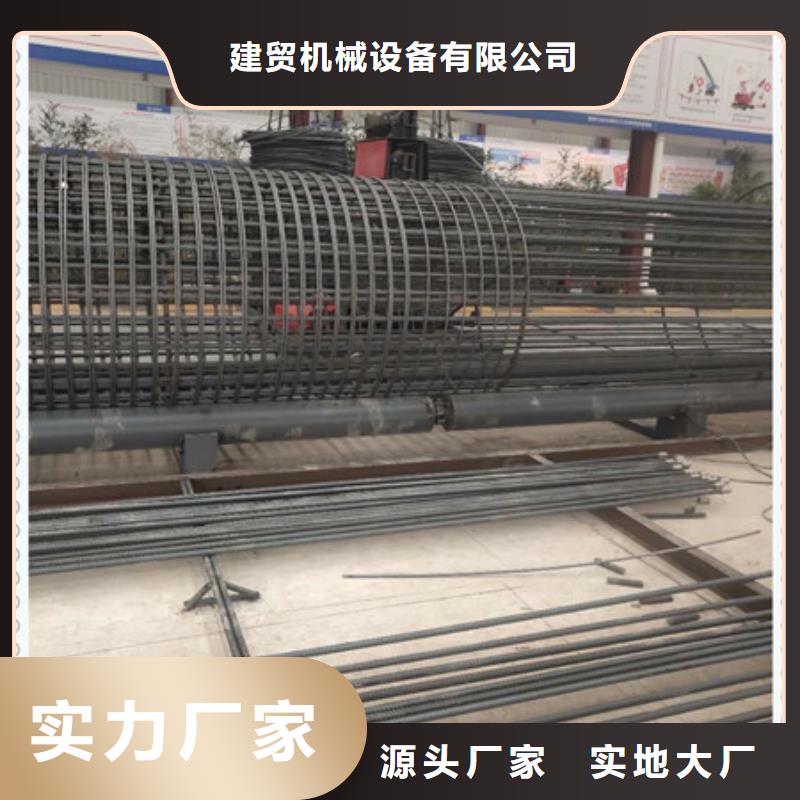
主要用途:普遍用以市政工程国防的多层建筑铁路高速路跨海大桥的深孔桩等大中型基础设施建设。灌注桩绕筋机生产商选用自动定位的方式去进行其绕筋成形全部加工工艺全过程的专用型机械制造(也可以在铁辊上制做骨架图)必须在机器设备上制做骨架图时(工作人员少,劳动量不够,无机械连接、单节灌注桩等状况),可按人工服务制做方法生产制造,运用范加尔辊推动骨架图旋转,可进行所有主、箍筋电焊焊接生产制造。竣工的骨架图下不来机器设备,再次开展绕筋工作中。

滚龙机箍筋是如何进行的灌注桩应在硬底化后场土里,并铺装木枕开展制做,制好后的建筑钢筋框架应整平垫放,灌注桩生产加工规定选用磨具规范化制做。灌注桩应每过1~2m设定临时性十字线加劲撑,防止形变;箍肋应建在主筋的里侧,环状筋在主筋的两侧,并同主筋开展碰焊而并不是捆扎。
滚笼机常见于各种工地,工程施工场所,它的出现大大加快了人们的工作效率,那么我们应该如何正确的去使用它呢?小编带大家一起来看一下它的正确使用步骤。
1、了解设备英文能够娴熟实际操作,搞好机器设备例保查验。
2、工作中前要查验各位置地脚螺栓拧紧和辆车走动行程开关。
3、接入供气,查验牵引带架固定支架姿势是不是灵便。
4、接入开关电源转动“操纵开关电源”电源开关至显示灯亮。
5、常常查验电级铜块损坏浸蚀和导电率能状况。
6、工作中时观查插电時间和电级是不是一切正常。
7、应依据灌注桩直徑选中电级配筋图板,辆车工装夹具及调节支撑架的高宽比。
