




品质保证:钢筋笼滚笼机生产厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:品质保证:钢筋笼滚笼机生产厂家的图文介绍
日照建贸机械设备有限公司基本对 钢筋带锯床产品质量的高度自信,打破国内通行的销售及售后服务模式,率先采取统一定价的市场销售政策,改变国内 钢筋带锯床行业常见的不透明价格体系,杜绝产品销售中的暗箱操作空间,完全依靠客户口碑及产品高性价比特性进行市场竞争;同时,公司在行业内率先承诺: 钢筋带锯床产品实行售后30日内无理由退货!只要不满意,就可以退货,完全杜绝客户顾虑!


成本方面:主筋焊接法主要采用双面焊10D,钢筋浪费较大,采用套筒连接法,主要节约在钢筋接头和焊接人工上。好进行详细的成本测算(计算人工、机械、电费、工效、材料等综合费用)。如果熟练,制作中控制的好,套筒连接还是有优势的。根据温绕七标和宁波绕城十一标的测算,采用套筒成本还是节省的。根据台晋4标,还是对焊比较划算。
绕筋机采用套筒连接需注意哪些事项?切丝头和加工长度、钢筋端头要切平,这些是制作工艺要点。采用套筒时要切平钢筋头有点费工,对中要先对好,接口的主筋要标号,便于套筒连接,可在主筋标上号,防止一头少一头多。制作的时候先对好(要求场地足够大),主筋用套筒连接法在钢筋笼下放比焊接工艺要大大缩短时间。以上讨论的是钢筋笼主筋焊接制作工艺,为了工效,节省成本,我们要积极采用新材料、新工艺、新。
钢筋笼主筋连接建议采用新:套筒螺纹连接法。施工方面经实践检验采用套筒连接法比,但使用之前应进行经济效益详细分析、核算。
绕筋机采用套筒连接需注意哪些事项?切丝头和加工长度、钢筋端头要切平,这些是制作工艺要点。采用套筒时要切平钢筋头有点费工,对中要先对好,接口的主筋要标号,便于套筒连接,可在主筋标上号,防止一头少一头多。制作的时候先对好(要求场地足够大),主筋用套筒连接法在钢筋笼下放比焊接工艺要大大缩短时间。以上讨论的是钢筋笼主筋焊接制作工艺,为了工效,节省成本,我们要积极采用新材料、新工艺、新。
钢筋笼主筋连接建议采用新:套筒螺纹连接法。施工方面经实践检验采用套筒连接法比,但使用之前应进行经济效益详细分析、核算。



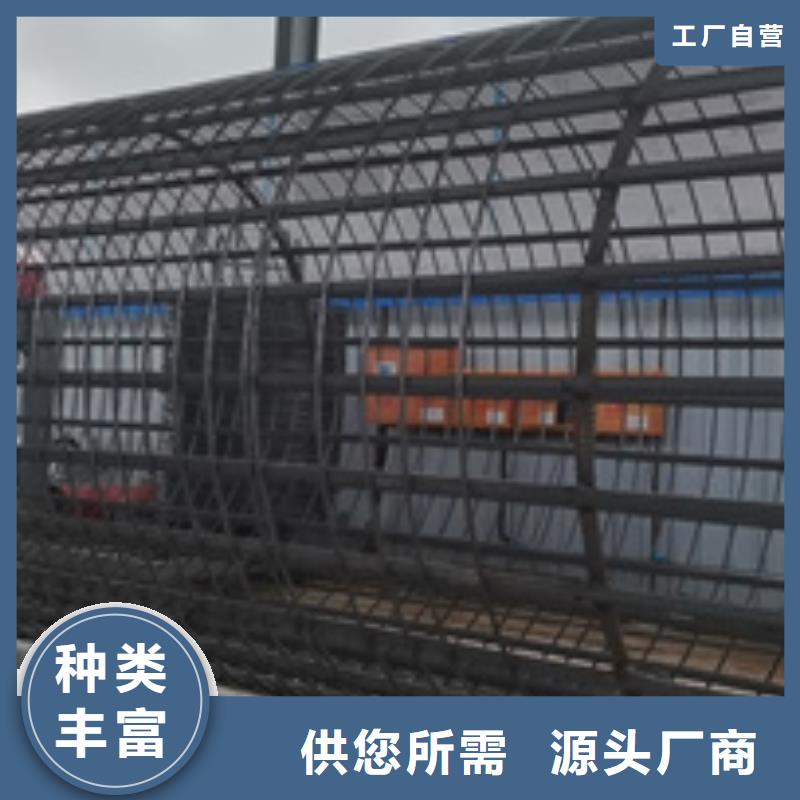
绕筋机送料,调直结构设计,避免了以前钢筋笼制作中绕筋较软或较细时,绕筋在主筋上形成菱形而非圆弧形的弊病
滚焊机一般包括轨道架、滚焊装置、提供绑扎钢丝的供料架和牵引装置,其中牵引装置用于夹持和带动钢筋笼移动,在这个过程中滚焊装置在多根钢筋上缠绕并焊接绕丝。
但由于供料架架设于牵引装置和滚焊装置之间,在使用过程中,必须将牵引装置上的夹头部分穿过供料架,达到靠近滚焊装置的附近;而牵引机构的空间位置决定其扫动区域必然是完全包裹钢筋笼的,也就是常规状态下牵引机构将钢筋笼牵引拉出至十几米的过程中无法得到支撑,而钢筋笼在焊接的过程中必然会存在一定的热量以导致钢筋笼的强度略微下降;以上因素均将导致钢筋笼在成型过程中会产生一定的弯曲,从而导致钢筋笼的结构强度有所变化,不利于后期的电线杆制作。
滚焊机一般包括轨道架、滚焊装置、提供绑扎钢丝的供料架和牵引装置,其中牵引装置用于夹持和带动钢筋笼移动,在这个过程中滚焊装置在多根钢筋上缠绕并焊接绕丝。
但由于供料架架设于牵引装置和滚焊装置之间,在使用过程中,必须将牵引装置上的夹头部分穿过供料架,达到靠近滚焊装置的附近;而牵引机构的空间位置决定其扫动区域必然是完全包裹钢筋笼的,也就是常规状态下牵引机构将钢筋笼牵引拉出至十几米的过程中无法得到支撑,而钢筋笼在焊接的过程中必然会存在一定的热量以导致钢筋笼的强度略微下降;以上因素均将导致钢筋笼在成型过程中会产生一定的弯曲,从而导致钢筋笼的结构强度有所变化,不利于后期的电线杆制作。



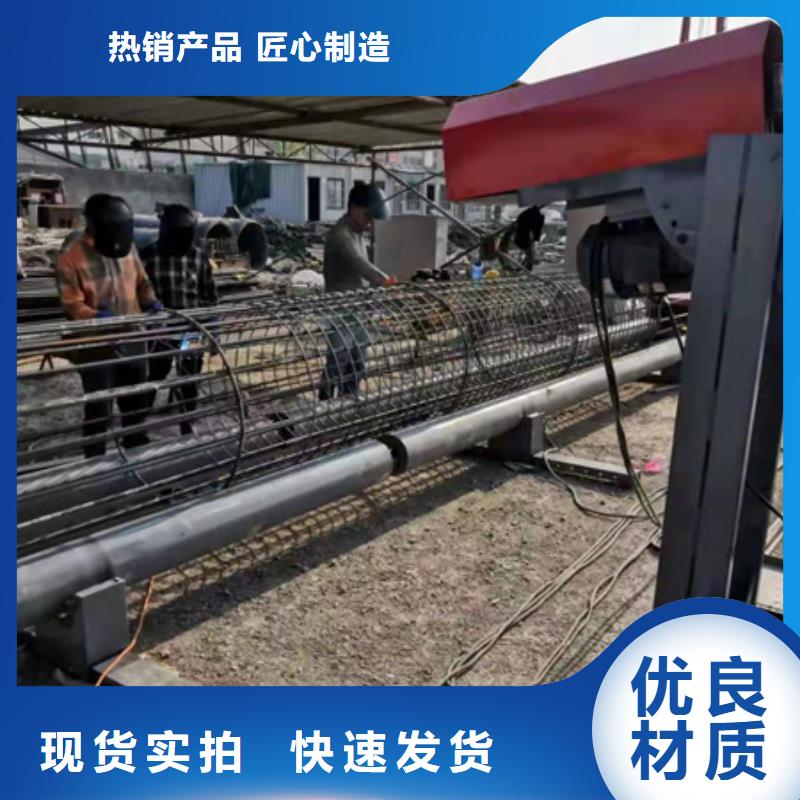
钢筋笼绕筋机3000型数控钢筋滚笼机目前使用钢筋滚笼机的步骤及原理
那么在现代标准化的项目施工中,钢筋笼的制作到底是什么样的呢?
一步:钢筋进场后,按照规划将原材料分类存放,并填写相应的材料标识牌,材料标识牌包含钢筋厂家信息、生产批次、进场日期、自检及报检情况等。
二步:项目现场管理人员根据需要施工部位的设计图纸,规划每节钢筋下料长度,在钢筋下料区切割。
三步:钢筋放入量尺确定的胎架上进行切割下料后,转移至套丝区滚丝。滚丝后的钢筋必须经过端头打磨平整后方可进入下一道工序。四步:钢筋厂设置的新型数控钢筋滚笼机,根据设计间距调整主筋位置,箍筋通过在成型机中输入的间距自动盘绕,箍筋与主筋的连接采用二氧化碳气体保护焊按照梅花形进行点焊,减少焊渣,保证连接质量。
那么在现代标准化的项目施工中,钢筋笼的制作到底是什么样的呢?
一步:钢筋进场后,按照规划将原材料分类存放,并填写相应的材料标识牌,材料标识牌包含钢筋厂家信息、生产批次、进场日期、自检及报检情况等。
二步:项目现场管理人员根据需要施工部位的设计图纸,规划每节钢筋下料长度,在钢筋下料区切割。
三步:钢筋放入量尺确定的胎架上进行切割下料后,转移至套丝区滚丝。滚丝后的钢筋必须经过端头打磨平整后方可进入下一道工序。四步:钢筋厂设置的新型数控钢筋滚笼机,根据设计间距调整主筋位置,箍筋通过在成型机中输入的间距自动盘绕,箍筋与主筋的连接采用二氧化碳气体保护焊按照梅花形进行点焊,减少焊渣,保证连接质量。



绕筋机生产的钢筋笼在精度方面不如滚焊机标准。绕筋机生产的钢筋笼直径越大重量越大生产出的钢筋笼越标准钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达移动盘导管,并经过电动工具将主筋固定在移动盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及移动盘同步旋转且移动盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行调整)前进,同时进行焊接,从而生产出成品钢筋笼。数控绕筋机每圈不少于4个A.标准化制作钢筋笼间距均匀,精度高;机械旋转,盘筋与主筋缠绕紧密;先成型后加内加强筋,确保钢筋笼同心度。标准化制作钢筋笼间距均匀,精度高;机械旋转,盘筋与主筋缠绕紧密;先成型后加内加强筋,确保钢筋笼同心度对于钢筋笼的搭接,可采取先搭接主筋再做笼子,或先做成笼子后再进行二节笼子的搭接。
