


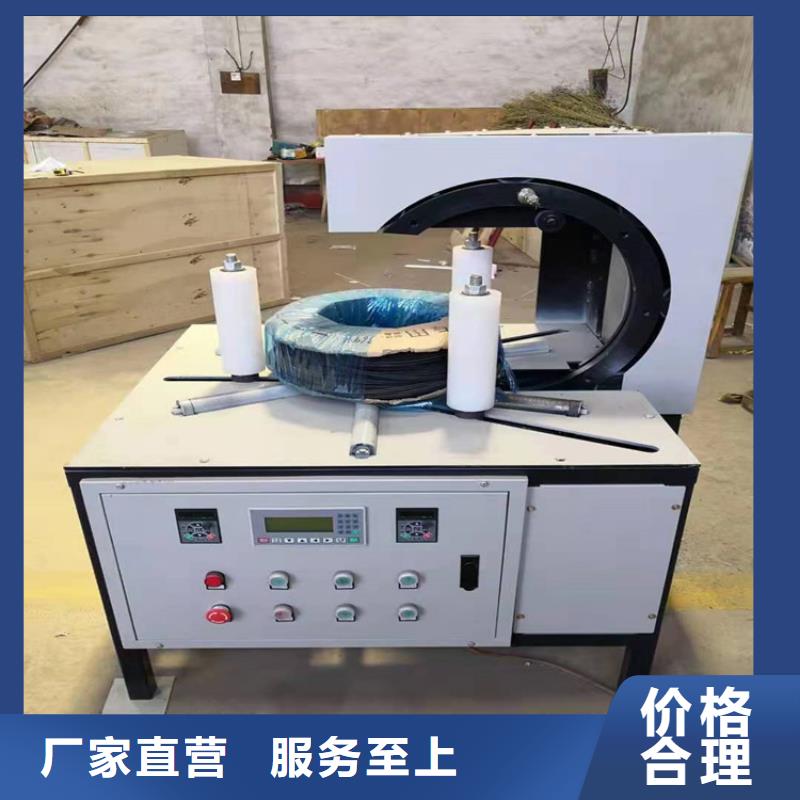


 阳泉全自动波纹管绕膜机厂家-现货充足
新普机械制造厂
压力容器是能源与动力行业的核心设备之一,广泛用于石油化工、电力、航空航天等国民支柱产业。随着新一代核电、超超临界火电等行业设备的高温高压、大型化、长寿命等极端化趋势,以蠕变、疲劳、棘轮与屈曲等为代表的复杂损伤机理和复杂失效模式成为压力容器强度设计领域的新挑战。
图压力容器技术发展的里程碑
压力容器是随着次工业革命和瓦特蒸汽机的诞生,尤其是随后的“三酸两碱”、石油化工及核电工业等的发展而获得广泛应用的重要装备,常常涉及高压、腐蚀、剧毒、放射性等危险介质,一旦发生泄漏、爆炸等破坏性事故,往往危及人们的生命财产,导致巨大的经济损失,甚至影响社会生活的安定。因此,其强度设计理论和寿命可靠性分析一直是领域前沿和关键课题。
作为压力容器技术的核心基础,其强度设计理论是一个失效驱动的学科方向。19世纪早期,压力容器的设计仅仅是一个类比成功经验选取壁厚的过程。然而频繁的爆炸事故和大量人员伤亡,促使美国机械工程师学会(AmericanSocietyofMechanicalEngineers,ASME)率先于1915年颁布了世界上部压力容器设计标准《锅炉建造规范》(ASMEⅠ卷),首次提出基于弹性强度理论的设计理念,建立了面向静态强度破坏模式的按规则设计方法(designbyrule)。
20世纪40~50年代,塑性力学、板壳理论等基础学科的出现,以及英国“彗星”号喷气机等多起低周疲劳引发的灾难事故,使人们认识到薄膜应力、边缘应力等不同类型的应力在导致失效后果方面存在显著差异,进而提出了以应力分类为基础的分析设计方法(designbyanalysis)。随着计算机、有限元技术及核能工业的诞生,促成了以美国ASMEⅢ卷、Ⅷ-2卷等为代表的现代分析设计技术的建立,标志着面向弹塑性和疲劳等多损伤模式分析设计路线的形成。
20世纪70年代的能源危机和资源、环境问题凸显,压力容器相关的工艺过程日益呈现出高温高压、重载、复杂环境、复杂介质和长寿命服役等极端化趋势,由此导致蠕变、疲劳、棘轮、屈曲、蠕变-疲劳耦合、辐照损伤等诸多损伤模式成为压力容器强度分析和寿命保障面临的新挑战。渐进性变形、低应力破坏及几何非线性、时间相关本构等新的现象构成了现代结构强度理论的特征,传统弹塑性强度理论和设计理念已难以支持新工艺、新装备的需求。
面向上述新的损伤模式和失效问题,人们开展了长期卓有成效的基础和应用技术研究。例如,1963年Brister和Leyda提出的时间相关许用应力概念成为压力容器蠕变设计的基础;1967年,Bree博士建立了基于安定极限理论的Bree图,被美国ASME标准、法国RCC-MRx规范等采纳为安定性分析的基本技术;1968年,Sim博士提出了基于极限分析的参考应力,已成为欧盟标准EN13445、ASME标准直接分析法的基础;1972年,Blackburn以蠕变理论为基础提出了等时应力-应变曲线的概念,成为ASMEⅢ-NH等标准中关于松弛、棘轮强度分析的核心方法;1987年,Boyle等完善了弹性跟随效应和因子,成为高温结构不连续部位强度分析的重要基础。
此外,蠕变-疲劳耦合损伤分析是本领域的另一热点。在本构理论方面,学者们相继提出了分离型黏塑性本构、Chaboche黏塑性本构、Ohno-Wang黏塑性本构、损伤耦合统一黏塑性本构等,以期更加精准地获得结构的力学响应,但由于参数多、计算复杂,目前仍难以满足工程推广应用的需求。在寿命预测理论方面,学者们相继发展了时间分数模型、频率修正模型、应变范围划分模型、韧性耗竭模型等,但在实际应用方面仍存在较多局限,以Palmgren-Miner为代表的线性累积律仍被ASMEⅢ-NH、RCC-MRx等标准广为采用。在时间相关断裂理论方面,近年来相继发展了蠕变断裂参量、蠕变拘束模型、多裂纹蠕变干涉及多组元断裂等新的理论模型。此外,时间相关失效评定图、蠕变-疲劳双判据图等技术也相继完善,为解决蠕变-疲劳等复杂条件下的寿命分析与评价提供了新的工具。
《基于损伤模式的压力容器设计原理》系统介绍了基于损伤模式的压力容器设计原理与方法,系作者与10余位学生20余年来在高温强度领域研究成果的凝结,同时融入了本领域国内外科学家的大量成果和进展。在撰写过程中,以高温压力容器的损伤模式和设计方法为主线,整体布局依照强度设计中考核不同失效判据的递进逻辑关系;在内容和叙述方式上,依照每一损伤模式的演化机理、理论模型、应用方法和技术原理的顺序展开,同时提供了针对相应损伤模式和依据规范技术的工程案例解析,体现了从原理、方法到应用的顺序。
本书可供从事机械结构强度学和压力容器设计领域研究的科研人员、研究生和设计工程师参考。本书的主要研究成果已在相关国内外期刊发表,部分成果获得了软件注册和。研究方法具有一定的通用性,可以推广用于其他机械结构和零部件的强度分析与寿命设计。尤其对航空航天、新一代核电装备的强度设计与完整性评估,具有一定的参考价值和指导意义。
阳泉全自动波纹管绕膜机厂家-现货充足
新普机械制造厂
压力容器是能源与动力行业的核心设备之一,广泛用于石油化工、电力、航空航天等国民支柱产业。随着新一代核电、超超临界火电等行业设备的高温高压、大型化、长寿命等极端化趋势,以蠕变、疲劳、棘轮与屈曲等为代表的复杂损伤机理和复杂失效模式成为压力容器强度设计领域的新挑战。
图压力容器技术发展的里程碑
压力容器是随着次工业革命和瓦特蒸汽机的诞生,尤其是随后的“三酸两碱”、石油化工及核电工业等的发展而获得广泛应用的重要装备,常常涉及高压、腐蚀、剧毒、放射性等危险介质,一旦发生泄漏、爆炸等破坏性事故,往往危及人们的生命财产,导致巨大的经济损失,甚至影响社会生活的安定。因此,其强度设计理论和寿命可靠性分析一直是领域前沿和关键课题。
作为压力容器技术的核心基础,其强度设计理论是一个失效驱动的学科方向。19世纪早期,压力容器的设计仅仅是一个类比成功经验选取壁厚的过程。然而频繁的爆炸事故和大量人员伤亡,促使美国机械工程师学会(AmericanSocietyofMechanicalEngineers,ASME)率先于1915年颁布了世界上部压力容器设计标准《锅炉建造规范》(ASMEⅠ卷),首次提出基于弹性强度理论的设计理念,建立了面向静态强度破坏模式的按规则设计方法(designbyrule)。
20世纪40~50年代,塑性力学、板壳理论等基础学科的出现,以及英国“彗星”号喷气机等多起低周疲劳引发的灾难事故,使人们认识到薄膜应力、边缘应力等不同类型的应力在导致失效后果方面存在显著差异,进而提出了以应力分类为基础的分析设计方法(designbyanalysis)。随着计算机、有限元技术及核能工业的诞生,促成了以美国ASMEⅢ卷、Ⅷ-2卷等为代表的现代分析设计技术的建立,标志着面向弹塑性和疲劳等多损伤模式分析设计路线的形成。
20世纪70年代的能源危机和资源、环境问题凸显,压力容器相关的工艺过程日益呈现出高温高压、重载、复杂环境、复杂介质和长寿命服役等极端化趋势,由此导致蠕变、疲劳、棘轮、屈曲、蠕变-疲劳耦合、辐照损伤等诸多损伤模式成为压力容器强度分析和寿命保障面临的新挑战。渐进性变形、低应力破坏及几何非线性、时间相关本构等新的现象构成了现代结构强度理论的特征,传统弹塑性强度理论和设计理念已难以支持新工艺、新装备的需求。
面向上述新的损伤模式和失效问题,人们开展了长期卓有成效的基础和应用技术研究。例如,1963年Brister和Leyda提出的时间相关许用应力概念成为压力容器蠕变设计的基础;1967年,Bree博士建立了基于安定极限理论的Bree图,被美国ASME标准、法国RCC-MRx规范等采纳为安定性分析的基本技术;1968年,Sim博士提出了基于极限分析的参考应力,已成为欧盟标准EN13445、ASME标准直接分析法的基础;1972年,Blackburn以蠕变理论为基础提出了等时应力-应变曲线的概念,成为ASMEⅢ-NH等标准中关于松弛、棘轮强度分析的核心方法;1987年,Boyle等完善了弹性跟随效应和因子,成为高温结构不连续部位强度分析的重要基础。
此外,蠕变-疲劳耦合损伤分析是本领域的另一热点。在本构理论方面,学者们相继提出了分离型黏塑性本构、Chaboche黏塑性本构、Ohno-Wang黏塑性本构、损伤耦合统一黏塑性本构等,以期更加精准地获得结构的力学响应,但由于参数多、计算复杂,目前仍难以满足工程推广应用的需求。在寿命预测理论方面,学者们相继发展了时间分数模型、频率修正模型、应变范围划分模型、韧性耗竭模型等,但在实际应用方面仍存在较多局限,以Palmgren-Miner为代表的线性累积律仍被ASMEⅢ-NH、RCC-MRx等标准广为采用。在时间相关断裂理论方面,近年来相继发展了蠕变断裂参量、蠕变拘束模型、多裂纹蠕变干涉及多组元断裂等新的理论模型。此外,时间相关失效评定图、蠕变-疲劳双判据图等技术也相继完善,为解决蠕变-疲劳等复杂条件下的寿命分析与评价提供了新的工具。
《基于损伤模式的压力容器设计原理》系统介绍了基于损伤模式的压力容器设计原理与方法,系作者与10余位学生20余年来在高温强度领域研究成果的凝结,同时融入了本领域国内外科学家的大量成果和进展。在撰写过程中,以高温压力容器的损伤模式和设计方法为主线,整体布局依照强度设计中考核不同失效判据的递进逻辑关系;在内容和叙述方式上,依照每一损伤模式的演化机理、理论模型、应用方法和技术原理的顺序展开,同时提供了针对相应损伤模式和依据规范技术的工程案例解析,体现了从原理、方法到应用的顺序。
本书可供从事机械结构强度学和压力容器设计领域研究的科研人员、研究生和设计工程师参考。本书的主要研究成果已在相关国内外期刊发表,部分成果获得了软件注册和。研究方法具有一定的通用性,可以推广用于其他机械结构和零部件的强度分析与寿命设计。尤其对航空航天、新一代核电装备的强度设计与完整性评估,具有一定的参考价值和指导意义。
 打包机又称电线电缆包机或捆扎机,是使用捆扎带缠绕产品或包装件,然后收紧并将两端通过热效应熔融或使用包扣等材料连接的机器。打包机的功用是使塑料带能紧贴于被捆扎包件表面,保证包件在运输、贮存中不因捆扎不牢而散落,同时还应捆扎整齐美观。
种类按不同的标准分
1.按用途分:废纸打包机、金属打包机、秸秆打包机、棉花打包机、塑料打包机等
2.按性能分:自动打包机、半自动打包机、手动打包机、全自动打包机等
3.按机理分:无人化打包机,全自动水平式打包机,全自动穿剑式打包机,全自动加压穿剑式打包机,全自动加压式打包机,手提式打包机等。
使用标准分类
1.手动打包机:需要人工操作来完成整个过程,正常情况下有:电动热熔、铁扣夹紧的方式。
2.半自动打包机:需要手动插入打包带后,机器才会自动完成聚带、粘合、切断、出带的打程。由于每个产品都需手动操作,所以相对效率较低。
3.全自动打包机:无需人工插带,触发方式分有点动、手动、连打、球开关、脚踏开关,只需按动开关就可以自动完成打包,方便快捷。
4.全自动无人化打包机:无需人工插带,只需设定即可:自动完成聚带、粘合、切断、出带整个过程,根据需求,可订制1-5道捆包,速度:2.0秒/道.
高低台分类
1高台全自动打包机
2高台半自动打包机
3低台全自动打包机
4低台半自动打包机
打包机使用的注意事项
1.请确认机器所使用的电源,勿插错电源.本机采用三相四线制.花线为接地零线,作漏电保护。
2.操作时请勿将头手穿过带子的跑道;
3.请勿用手直接触摸加热片;
4.勿用水冲洗机器,工作场所潮湿时,操作人员请勿赤脚工作;
5.机器不使用时请将储带仓内的带子卷回带盘,以免下次使用时变形;
6.输带滚轮表面请勿粘油;
7.机器不用时切记拔掉电源;
8.勿随意更换机器上的零件;
9.主要零部件要经常用油润滑。
打包机常见的故障及排除方法
状况一:
卡带处理,当带子卡在滚轮中间,或有异物塞住无法取出时,处理方法如下:
a、拆开六角螺帽的垫圈。
b、松开中间连接轴心上的两个M5沉头螺丝,由于此两个螺丝固定在连接轴心的缺口部分,所以必须将螺丝转上些。
c、取下连接轴心,将上轮机拿起,取出卡住物。
d、依以上c-b-a方式装配复原。
e、注意螺帽与L型曲板保持0.3-0.5mm的间隙
状况二:
自动打包机不自动出带,遇此情形,首先检查出带长度调整是否在0处,然后再看穿带过程是否正确,如果不行,送带滚轮附近卡住异物,亦会造成此一情况。
状况三:
捆紧后不切带,有很多情况会造成此情况。
a、松紧调整的太紧
b、打滑片或者打滑皮带有油,皆位于松紧调整附近,必须拆下擦掉油。
c、皮带太紧,将皮带传动座往下下调些,或将马达往后调些即可。
d、改用较薄的带子或退带滚轮间隙太大。
状况四:
粘合效果欠佳。
a、温度太高或不够,有时较特殊的带子,粘性较差,温度必须很准确才可以。
b、使用电压不够,有很多工厂的电压,往往不足,如果再使用延长线或者电缆线,造成压降,使原先调整的温度变低,甚至于马达捆紧时烧掉,所以尽量避免使用电缆线,如果一定要用延长线,则须接较粗而不要太长的电线。
c、中刀下方的635轴承破掉,如此则有加温而完全无法粘合。
d、电热怪手(摆杆)上的长拉弹簧疲乏,如此则无法将怪手拉至定位,导致粘合一半甚至更少。
e、电热钢片太高太低,或偏左偏右,因此碰到上、下方的PP带,或是左、右的刀具,而无法进入加温,须视情况调整。
f、排烟的微风扇故障,使得温度太高。
打包机又称电线电缆包机或捆扎机,是使用捆扎带缠绕产品或包装件,然后收紧并将两端通过热效应熔融或使用包扣等材料连接的机器。打包机的功用是使塑料带能紧贴于被捆扎包件表面,保证包件在运输、贮存中不因捆扎不牢而散落,同时还应捆扎整齐美观。
种类按不同的标准分
1.按用途分:废纸打包机、金属打包机、秸秆打包机、棉花打包机、塑料打包机等
2.按性能分:自动打包机、半自动打包机、手动打包机、全自动打包机等
3.按机理分:无人化打包机,全自动水平式打包机,全自动穿剑式打包机,全自动加压穿剑式打包机,全自动加压式打包机,手提式打包机等。
使用标准分类
1.手动打包机:需要人工操作来完成整个过程,正常情况下有:电动热熔、铁扣夹紧的方式。
2.半自动打包机:需要手动插入打包带后,机器才会自动完成聚带、粘合、切断、出带的打程。由于每个产品都需手动操作,所以相对效率较低。
3.全自动打包机:无需人工插带,触发方式分有点动、手动、连打、球开关、脚踏开关,只需按动开关就可以自动完成打包,方便快捷。
4.全自动无人化打包机:无需人工插带,只需设定即可:自动完成聚带、粘合、切断、出带整个过程,根据需求,可订制1-5道捆包,速度:2.0秒/道.
高低台分类
1高台全自动打包机
2高台半自动打包机
3低台全自动打包机
4低台半自动打包机
打包机使用的注意事项
1.请确认机器所使用的电源,勿插错电源.本机采用三相四线制.花线为接地零线,作漏电保护。
2.操作时请勿将头手穿过带子的跑道;
3.请勿用手直接触摸加热片;
4.勿用水冲洗机器,工作场所潮湿时,操作人员请勿赤脚工作;
5.机器不使用时请将储带仓内的带子卷回带盘,以免下次使用时变形;
6.输带滚轮表面请勿粘油;
7.机器不用时切记拔掉电源;
8.勿随意更换机器上的零件;
9.主要零部件要经常用油润滑。
打包机常见的故障及排除方法
状况一:
卡带处理,当带子卡在滚轮中间,或有异物塞住无法取出时,处理方法如下:
a、拆开六角螺帽的垫圈。
b、松开中间连接轴心上的两个M5沉头螺丝,由于此两个螺丝固定在连接轴心的缺口部分,所以必须将螺丝转上些。
c、取下连接轴心,将上轮机拿起,取出卡住物。
d、依以上c-b-a方式装配复原。
e、注意螺帽与L型曲板保持0.3-0.5mm的间隙
状况二:
自动打包机不自动出带,遇此情形,首先检查出带长度调整是否在0处,然后再看穿带过程是否正确,如果不行,送带滚轮附近卡住异物,亦会造成此一情况。
状况三:
捆紧后不切带,有很多情况会造成此情况。
a、松紧调整的太紧
b、打滑片或者打滑皮带有油,皆位于松紧调整附近,必须拆下擦掉油。
c、皮带太紧,将皮带传动座往下下调些,或将马达往后调些即可。
d、改用较薄的带子或退带滚轮间隙太大。
状况四:
粘合效果欠佳。
a、温度太高或不够,有时较特殊的带子,粘性较差,温度必须很准确才可以。
b、使用电压不够,有很多工厂的电压,往往不足,如果再使用延长线或者电缆线,造成压降,使原先调整的温度变低,甚至于马达捆紧时烧掉,所以尽量避免使用电缆线,如果一定要用延长线,则须接较粗而不要太长的电线。
c、中刀下方的635轴承破掉,如此则有加温而完全无法粘合。
d、电热怪手(摆杆)上的长拉弹簧疲乏,如此则无法将怪手拉至定位,导致粘合一半甚至更少。
e、电热钢片太高太低,或偏左偏右,因此碰到上、下方的PP带,或是左、右的刀具,而无法进入加温,须视情况调整。
f、排烟的微风扇故障,使得温度太高。
 全自动缠绕膜打包机是产品包装档次的理想选择。新普智能托盘缠绕包装机,包装效率高,一台设备顶替5个人的工作量,包装非常紧凑。 目前,已广泛应用在山东、浙江、河南、辽宁、四川、等地80%的化工制品生产企业。
自动缠绕机的选型应该注意的哪几个原则?自动缠绕机是多年来一直受市场认可的大型裹包设备,主要通过拉伸缠绕膜对货物进行缠绕包装,经过缠绕膜裹包的货物不再松散杂乱,变得美观大方,且能达到防潮防尘等目的。选择缠绕机时可以遵循以下几个原则。我也您看看采购缠绕包装机前必读文章。
全自动缠绕膜打包机是产品包装档次的理想选择。新普智能托盘缠绕包装机,包装效率高,一台设备顶替5个人的工作量,包装非常紧凑。 目前,已广泛应用在山东、浙江、河南、辽宁、四川、等地80%的化工制品生产企业。
自动缠绕机的选型应该注意的哪几个原则?自动缠绕机是多年来一直受市场认可的大型裹包设备,主要通过拉伸缠绕膜对货物进行缠绕包装,经过缠绕膜裹包的货物不再松散杂乱,变得美观大方,且能达到防潮防尘等目的。选择缠绕机时可以遵循以下几个原则。我也您看看采购缠绕包装机前必读文章。

