
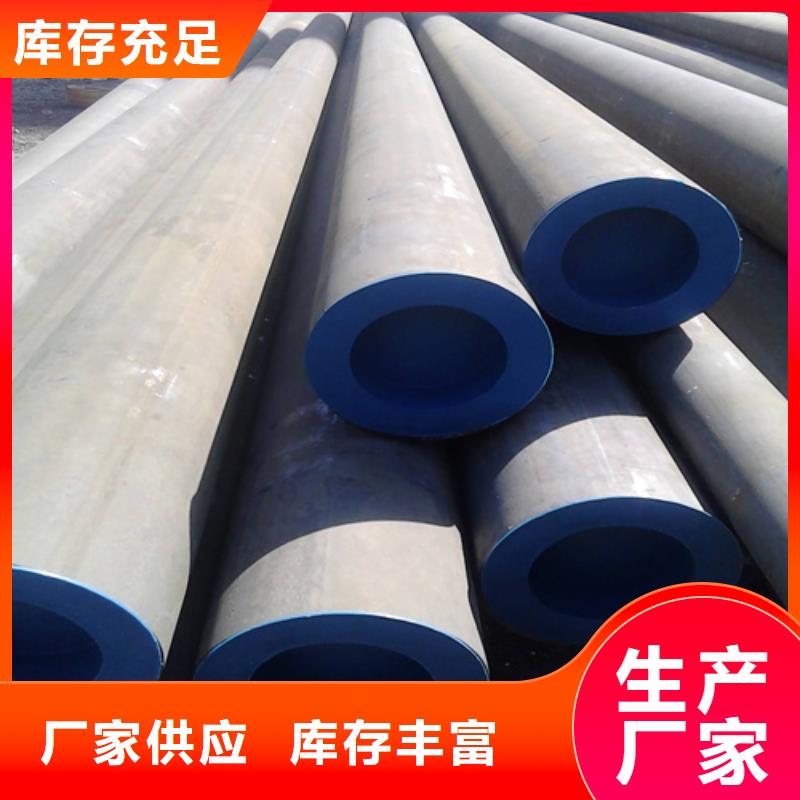





酸洗钝化无缝钢管的方法有2种,如下: 1.硫酸:稀释至20左右的浓度,加热到6065度,一般洗20-30分钟; 2.盐酸:同样稀释至20左右的浓度,直接室温酸洗,一般洗20-30分钟;酸洗后(以去除氧化皮为准),要立刻用水冲刷,立刻中和处理,防锈的话,还要进行钝化处理。钝化无缝钢管管步骤:清洗技术,通过化工部的技术鉴定,缓蚀剂及产业清洗(二级)等级评定,从采样,分析,施工方案制定,清洗剂的配制,缓蚀率检测以及终形成了一套科学治理方法,具有污垢彻底,清洗速度快,缓蚀率高,操纵简便,机能不乱可靠和用度低廉等特点,合用于各类大型装置(包括引进装置)及其他设备的系统清洗及防腐。品牌钝化无缝钢管管现货 质量靠谱
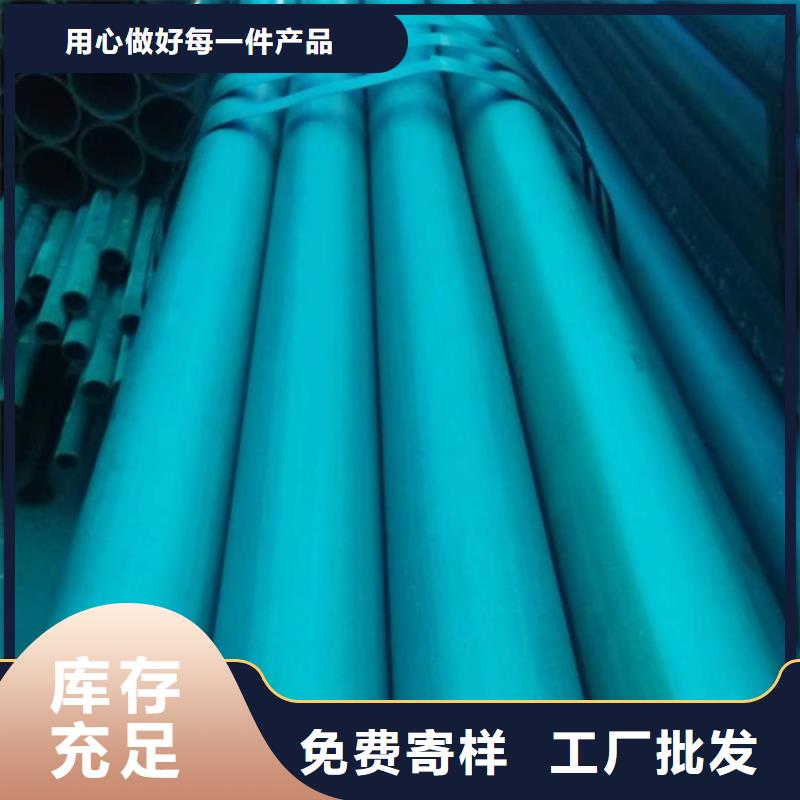
外观检验:不锈钢酸洗钝化表面应呈均匀银白色,大口径酸洗钝化钢管溶解后加入30mI浓硝酸,大口径酸洗钝化钢管不得有明显腐蚀痕迹,焊缝及热影响区不得有氧化色,不得有颜色不均匀的斑痕。残液检验:用酚酞试纸检查不锈钢表面残液的冲净程度,PH值中性为合格。蓝点试验:蓝点试验法的基本原理为,若表面钝化膜不完整或有铁离子污染.就会有游离的铁离子存在,铁溶液遇到铁离子即反应生成蓝色沉淀,反应式如下 用100mL烧杯将10g铁溶于50mI蒸馏水中,溶解后加入30mI浓硝酸,然后移入1000mI容量瓶中用蒸馏水稀释至刻度,即为蓝点检验液,储存期为一周。试验方法:将蓝点检验液滴在贴附于不锈钢表面的试纸上,30秒钟后试纸上显示出蓝点即为不合格。需要注意的是化学试验会破坏不锈钢的钝化膜,通常可以用试板与产品同时进行酸洗钝化,再在试板上进行上述试验。 酸洗钝化无缝钢管钝化的用途
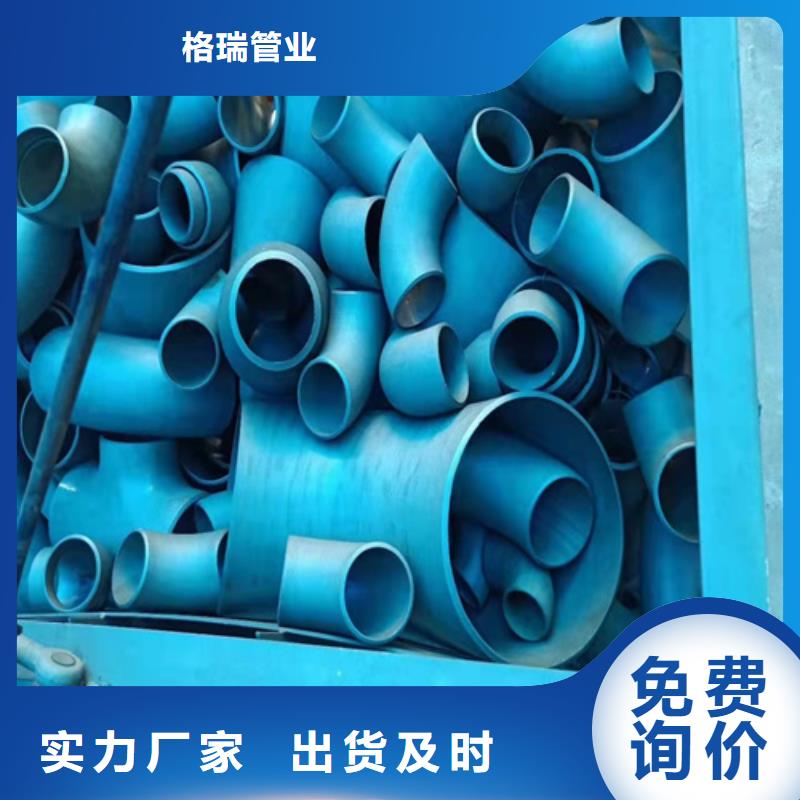
酸洗钝化无缝钢管后如何处理酸水?酸洗钝化钢管后的废水处理工艺具体有中和法,硫酸铁法,大口径酸洗钝化钢管钝化的正确处理方式有机溶液萃取法,透析法,离子交换法等。在蒸汽喷射真空结晶方法中,废酸溶液通过具备着高雾化动力等级的喷嘴喷射到燃烧火焰上,磷化无缝钢管使得水蒸发,酸洗钝化无缝管效果的质量检验方法除此另外一般可以获得大约35%的硫酸和部分一水硫酸亚铁。其工作规则采取的主要措施以下:(1)酸洗池内外及地面均采用聚丙烯板内衬,接缝严密,杜越废水漏入地下水体。(2)在酸洗池旁设置废水收集沟,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂
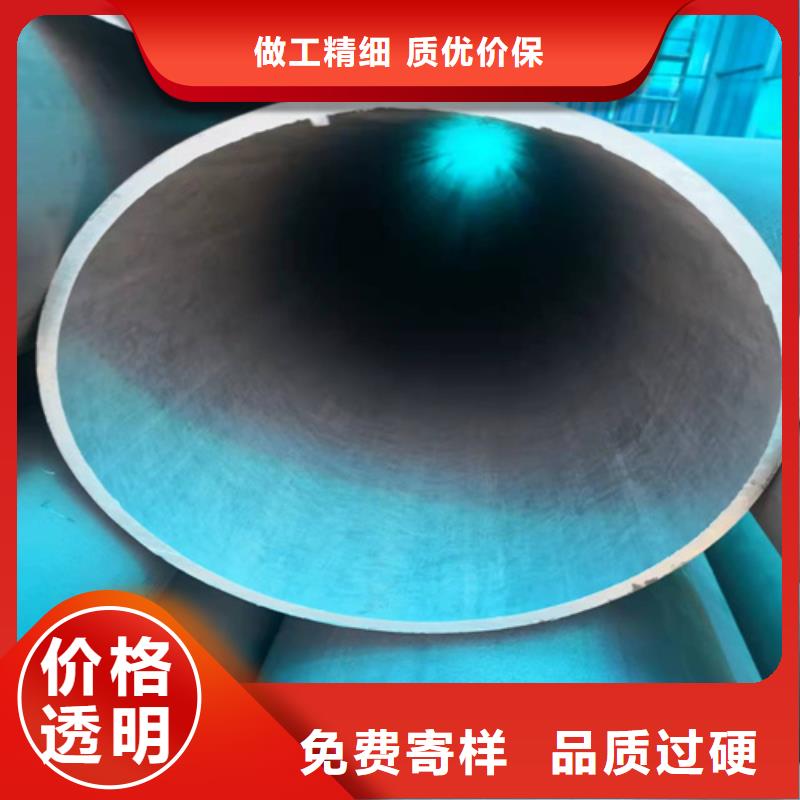
酸洗钝化无缝钢管容器或零部件必须用洁净水将表面冲洗干净,后用酚酞试纸测试冲洗面的任何处,使PH值在6.5-7.5之间,或用滤纸检查冲净程度,无蓝色为合格。然后擦干或用压缩空气吹干。容器和零部件经酸洗钝化后搬运吊装及存放时禁止磕碰划伤钝化膜。管路清洗完毕如果没有很快进入调试阶段 必须在管路中及时铺油 而且要在整个内壁上都形成一层油膜 以免产生二次生锈。油洗之后 调试之前必须再次对管路进行检查 特别是在管路的拐弯处以及大的集流腔等容易积存油液的地方 要打开管路进行检查 放出残存的油液 并用干净的油液再冲洗 直到看不到杂质为止。
