





不锈钢复合管桥梁护栏的喷粉处理技术分析
桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的涂层不宜太厚,过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠。
桥梁护栏采用预烘的目的:一是除去工件上剩余的水分,二是可以保证一定厚度的粉末涂料较好地附着在工件的表面,三是保证工件尽快均匀受热,加快固化过程一般预烘的温度是80—140℃。
对于桥梁护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定。一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间。
桥梁护栏喷粉采用冷风吹干,在吹干的过程中,对工件进行检查,对于允许缺陷,如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料,趁工件未晾时涂程或喷覆于缺陷表面,用余热固化对于重大缺陷需要进行返修处理,根据涂膜厚度选取不同的处理方法,一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法。


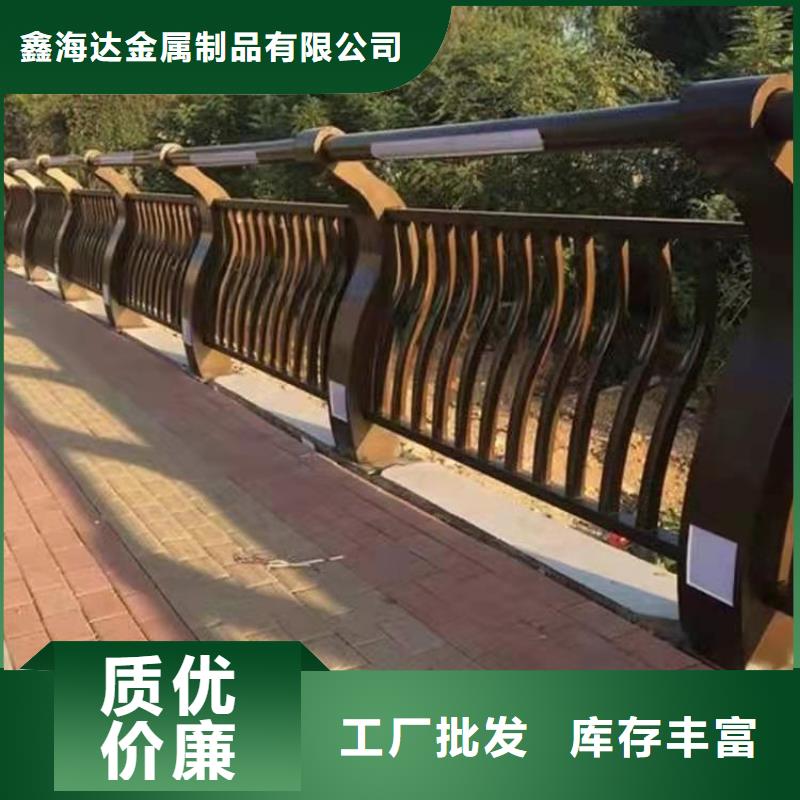
不锈钢复合管桥梁护栏镀锌管桥梁护栏:采用镀锌钢制立柱,立柱表面静电喷涂处理,镀锌管桥梁护栏特点:性:采用高强度刚才,经过热处理成型并经过独特设计,一体成型;用 的承擦式或专有的连接配件进行安装,镀锌管桥梁护栏,简单便捷,固定牢靠。实用性:优质的不锈钢表面经过特点的工艺处理,使产品具有良好的***腐蚀性,清洁方便、无需保养。美观性:流线型的外观,多种颜色,装饰性强,能协调周围的景观,融入现代都市。寿命长:选用国产一级原生料制作,在-50~70摄氏度环境下不变形、不褪色、不老化、不开裂、不脱皮。选择不锈钢复合管,一些细节的败笔,能毁掉一套不锈钢复合管护栏。比如明明是一款耐腐蚀性能高的不锈钢复合管,护栏设计精良,但焊接部分不牢固或者没有满焊,当下雨之后,雨水会顺着焊缝的地方逐渐渗透到护栏里面,这直接导致护栏的耐腐蚀性能下降。安合盛不锈钢复合管护栏在这些细节上就十分到位,它的所有焊接部分全部采用满焊焊接,并逐一打磨,确保了护栏持久耐腐蚀的性能。



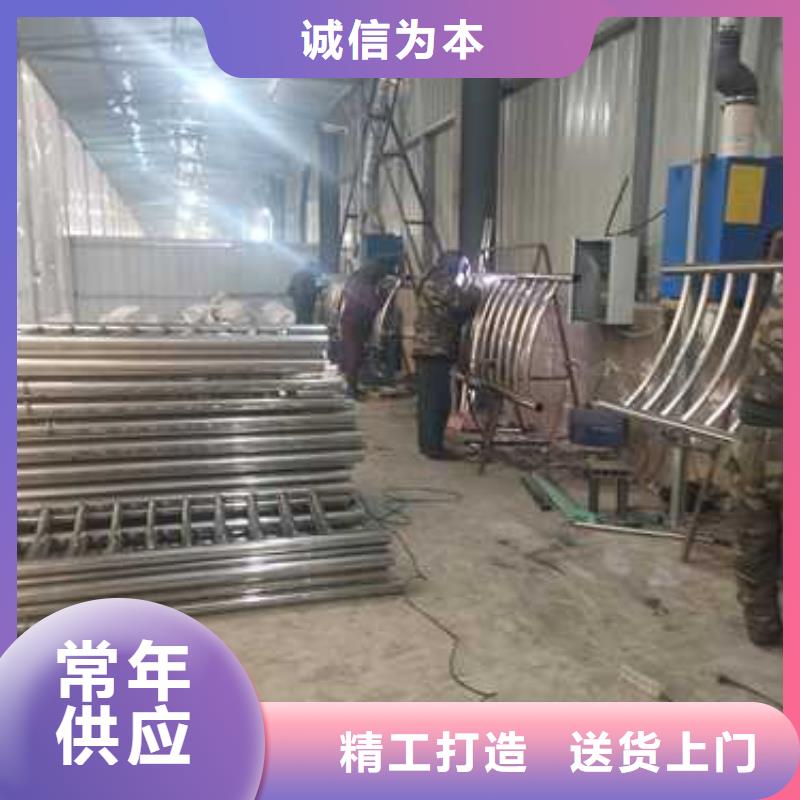
细说下不锈钢复合管护栏的焊接过程
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,
则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩
短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的
缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设
置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各
种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这
时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内
壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽
量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。

鹤壁鑫海达金属制品拥有11年【不锈钢复合管护栏】研发生产经验1000家优质案例,有信心为您提供更专业、更具性价比的解决方案!有需要购买【不锈钢复合管护栏】的,直接拨打客服热线还可以免费领取【不锈钢复合管护栏】样品!


