


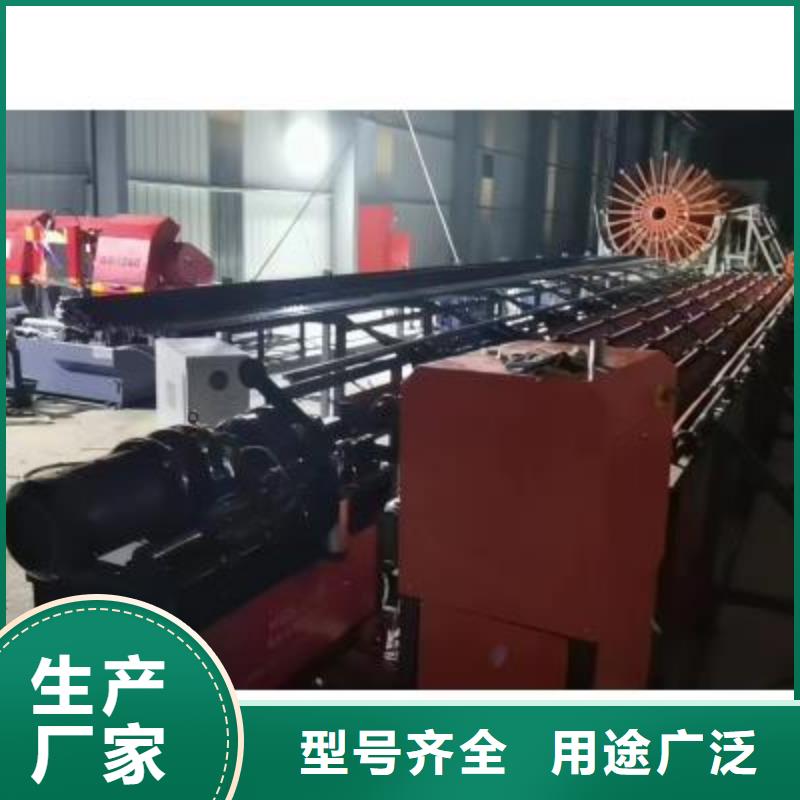

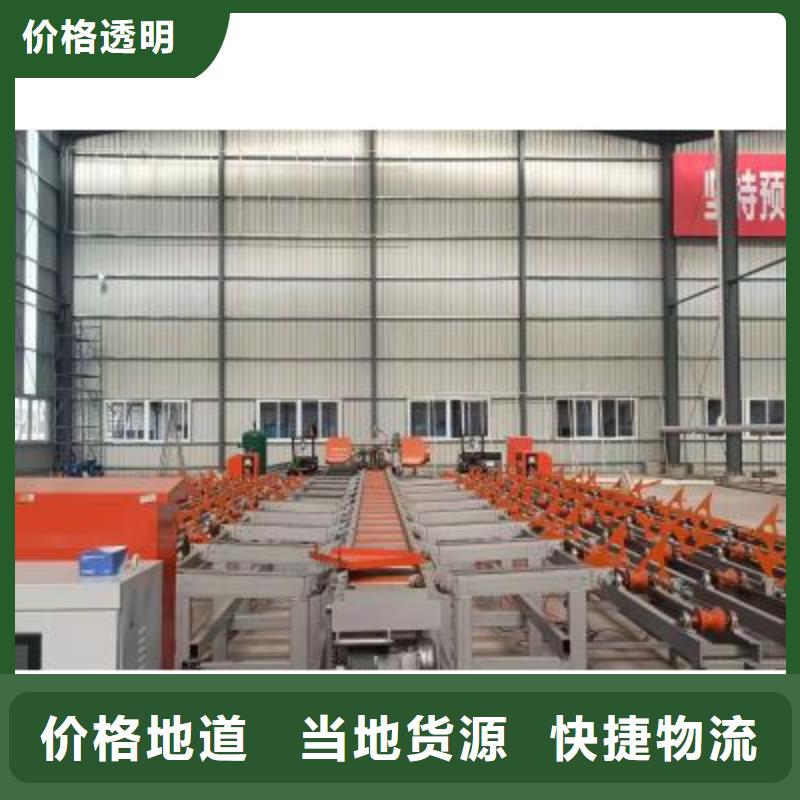

佳木斯数控钢筋套丝打磨生产线图片 <佳木斯>建贸机械有限公司
佳木斯锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.产品特点:1、可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。2、钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,可锯切各种长度的钢筋。3、对钢筋长度的自动定尺,钢筋长度剪切精准,齐头钢筋尾料短可达到1cm,提高材料的利用率。

3.有可能造成缠绕或卷入等危险的运动部件和传动装置,应予以封闭或设置防护装置、或设置警示标识;危险运动零、部件的防护罩、盖及各操作手柄应安装可靠有效。
4.锯轮、皮带轮和锯条(除加工区部分外)应用固定式和/或可调式防护装置防护,其中:卧式带锯床的锯轮和带锯条运动部分防护罩完好,圆锯床的罩或挡板应与圆锯片外露部分相适应,弓锯床根据需要设置挡板并完好;卧、立式带锯床工作时,加工区防护装置应能调整至与工件保持小距离,即尽可能靠近工件;立式带锯床工作台上所使用的盖条(或垫块),应保证锯条两侧的间隙不大于3mm;滑车型立式带锯床的进给部分应设置限位装置,限位应可靠。
5.锯片防护装置和挡板的设计应与圆锯片外露部分相适应其位置应靠近前使用位置。 *
6.锯床开关灵敏、可靠,标识清晰;能及时切断电源,无缺损、破裂。
作业活动
7.工作前对进给系统进行操作试验,确保灵敏可靠。
8.操作时应调整好防护罩或挡板,工件夹紧和锁紧可靠;锯条(片)应拉紧或装夹牢固,进刀量在允许范围内;在立式带锯床上进行手动进给时,应使用加工区专用工具,以防止手或手指进入加工区。 *
9.锯长料时,前、后应使用托架(见图示),防止材料锯断时坠落伤人。

需求从头校准笔直度,能够运用百分表,调整下锯床的锯条就能够了,如需求替换合金块,则及时替换新的合金块;、工件夹紧固定不牢,这也会增加锯床上的带锯条作业中跳动,从头固定作业,夹紧牢固。 还有即是确保锯床的安稳,如需求固定,则加地脚螺栓固定,究竟设备本身的作业安稳也同样首要。
在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条
切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件

