





现在的公路护栏板通常采用镀锌钢板,由此产生的问题包括:钢板易氧化生锈、容易刮伤汽车、生产成本比较高、较轻的冲击力容易造成护栏变形、生产过程容易产生污染。
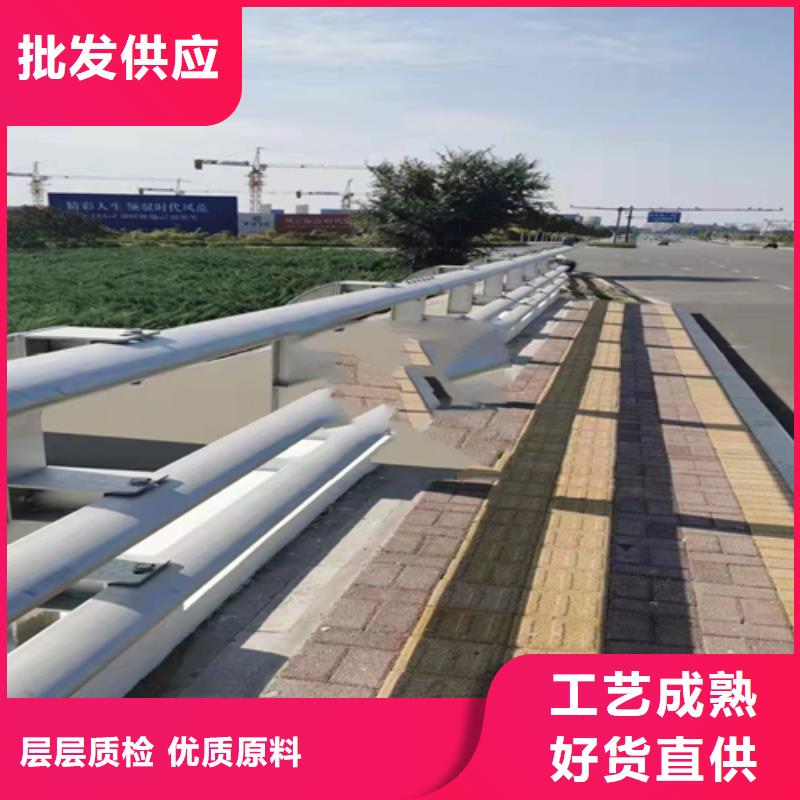
高速公路防撞护栏是重要的交通基础设施,我国高速公路是从80年代发展起来的,它对国民经济和社会的发展起着重要的影响作用。是高速公路重要维护和保障设施。
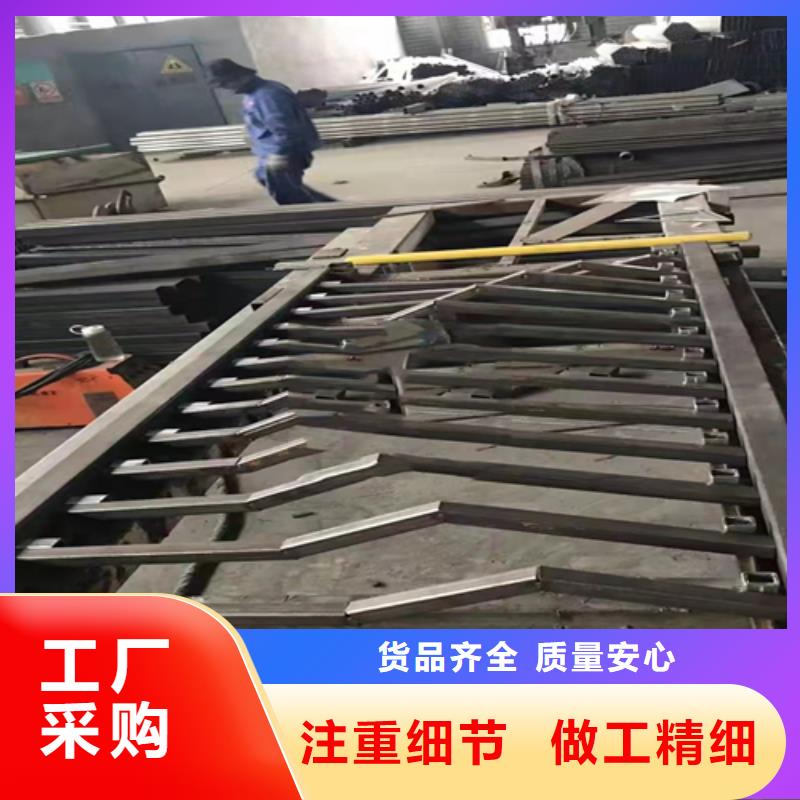
高速公路防撞护栏是典型的冷弯型钢产品,精密送料冲孔,18道轧辊缓慢成型,计算机定尺切断等先进的工艺条件, 限度保证了防撞护栏板的形位尺寸和线形度。其截面尺寸完全符合YB4081-92标准要求。产品用途:广泛用于高速公路。材质:不锈钢复合管。
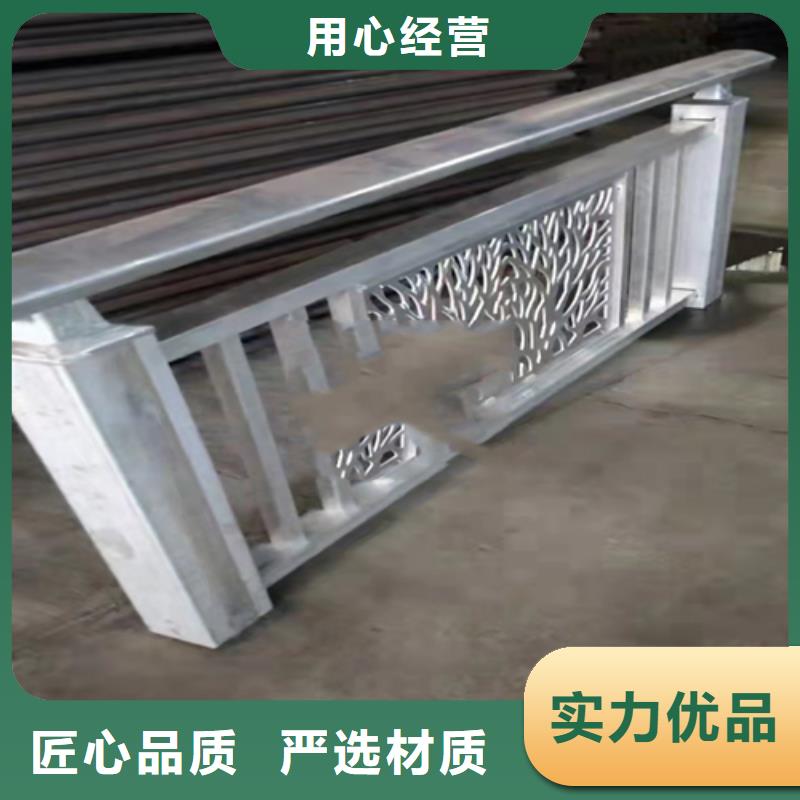
护栏板机械结构呈M形,在板体中设置有与板体沿展方向平行的加强孔,加强孔中热熔包覆玻璃纤维作为加强筋,同时在板体上部为加强抗冲击强度,在凸起部位设置有两排加强孔和加强筋。
PVC高速公路新型防撞护栏与现有技术相比,具有抗冲击性好、成本低、寿命长、性更高、绿色环保等优点 栏板的宽度310MM,厚度:3MM、4MM。 1吨护栏板可铺:3MM厚的80米,4MM厚的61米 。每公里3MM厚的重12.3吨,4MM厚的重16.388吨。

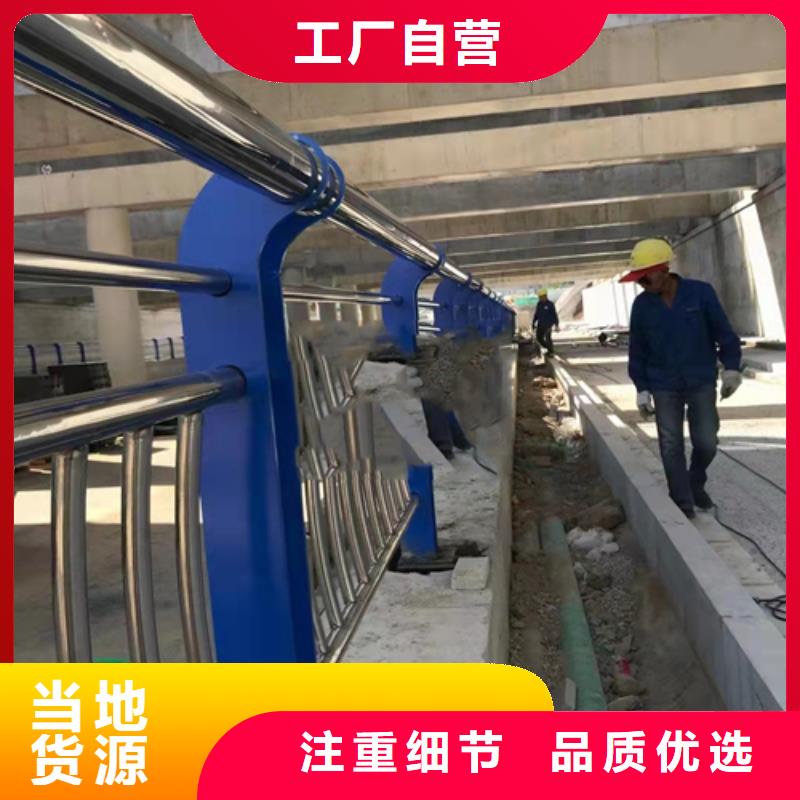
不锈钢复合管栏杆的文明施工要求1、工艺流程施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。2、主要施工方法:⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。 ⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。1、材料及主要机具: ⑴、不锈钢复合管:面管用Φ89管、Φ32管,其它按设计要求选用,必须有质量证明书。 ⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。 ⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。2、作业条件 ⑴、熟悉图纸,做不锈钢栏杆施工工艺技术交底。 ⑵、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。 ⑶、现场供电应符合焊接用电要求。 ⑷、施工环境已能满足不锈钢复合管护栏施工的须要 根据施工图纸和设计要求,严格执行工程质量标准,材料的品种、规格、型号、厚度必须符合工程和设计要求,焊口满焊,打磨光滑平整。喷塑做到无流挂,光亮度强,表面清洁干净,做到上表美观,制作尺寸准确,产品做到横平竖直,符合设计要求及验收标准。
1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,一起还应考虑过渡层的焊接特点,尽量削减复层一侧的焊接作业量。
2,角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看不锈钢复合管护栏厚度而定由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂乱的金相安排,添加焊接难度。因此,为了防止 层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一部分。

1、防锈耐腐蚀性好。不锈钢材质由于具有防锈和耐氧化、耐酸碱、耐晶间腐蚀性良好等化学性能,内衬不锈钢复合管和不锈钢管件配套连接,其适用范围更广泛,除一般供水供热供气外,还适用于化工、医药、石油、食品、电镀等防蚀要求高的行业。
2、结合强度高。碳钢不锈钢复合管是将内层的不锈钢管套入热镀锌钢管内,在机械力的作用下,使镀锌钢管做缩径处理,内层不锈钢管做扩径处理,使两层材质紧密结合,其结合强度超过 标准规定1mpa以上。
3、耐热耐寒,冷热两用。耐温不锈钢材质工作温度可达700℃~1035℃。耐寒可达1开尔文(B273℃),液氮冷冻箱就采用不锈钢材
4、通径大、阻力小。内衬不锈钢复合管其内层不锈钢仅3B8m,所以实际通径与规定通径基本相符。而且内壁光滑、不结垢、阻力小、流水量大。
5、工作压力高。内衬不锈钢复合管能保证工作压力大于2.5mpa以上
6、具有良好的机械性能。由于内外两层均为金属材料,所以其抗压、抗冲击性强,抗拉强度大,伸长率高,弹性模量值高,热膨胀系数小。
7.卫生环保、性好。不锈钢材质化学性能稳定,对人体无损害

