





与传统热熔焊接对比。EVA防水板焊接采用电热压焊器热熔焊接工艺和吊带挂设工艺,电热压焊器热熔焊接受防水板、热熔垫片熔点影响较大,采用该工艺施工作业人员难以把握防水板热熔时间和压焊力度,使得防水板频频出现焊焦、焊穿、焊接不牢等焊接质量通病,吊带挂设经同类隧道施工发现,该施工工艺常因防水板无法与围岩密贴,经常出现二衬厚度不足或背后脱空、不密实等现象,超声波焊接经对比其他方式主要优势:不需焊剂和外部加热,对焊件损伤小、焊接时间短、焊接强度和残余变形小等优点。且超声波自动焊接机自动化程度较高,减少了人力资源的使用,超声波焊接对传统热熔焊接相比。
EVA隧道防水板施工铺设方案:,1锚固固定方法(用热熔垫进行锚固焊接。2试着系好并挂好隐藏带扣(系紧悬挂法),前两种铺设场地劳动强度大,防水效果相对较差,目前,为了便于操作,采用了暗扣系挂法,该生产工艺生产的产品适用于暗扣系挂(系挂法)。可提高施工应用中的铺设质量和效率,具有施工方便、成本低、节省工程投资、提高工程质量稳定性、优于热熔锚固焊接的优点,3暗扣绑吊套(用悬吊法),(1)岩石表面处理,将外露锚头、钢筋网头整齐的根部切除,并用水泥砂浆抹平。根据找平范围的大小,选择喷浆、抹砂浆或用局部挂板砌筑混凝土的方法,这样做的目的是防止浇筑混凝土时防水板的局部凹凸被打破。



齐齐哈尔亿路通新材料拥有技术研发队伍、雄厚的技术创新和 硬式透水管产品开发能力:拥有完善的质量保证体系、严格的管理制度、强大的生产能力和先进的检测手段、雄厚的实力。我们本着求是创新开发进取团结奋进的精神,以振兴民族工业为己任、在广泛的 硬式透水管领域里,为客户提供及时有效的解决方案.


EVA隧道防水板的生产工艺是国内两种共比单叠杆挤压方式生产的,原料树脂EVA与强化剂、添加抗氧剂、加热熔化、塑化、挤压、牵引形成的板材、带背带的土工织物热合成为一个整体。形成复合防水板,也可以使用挤出轧制方法。例如把树脂挤出机熔融塑化、头缝模具中熔化的毛坯挤压、通过辊道压缩冷却到光膜中、通过束带整合土工织物、通过辊道压缩冷后形成复合防水板。EVA隧道防水板特点:。1、优良的灵活性、不透水性、延伸率和耐磨性;,2、隔离较好,抗穿刺性强;。3、没有化学污染;。4、有酸碱及各种化学物质,尺寸稳定性好,附着力好,施工方便,防水板的功能主要体现在防止液体的泄漏和气体的挥发。
EVA防水板在施工中的几个要领:, 1隧道防水板 层钢筋网片等凸起部分先分离,然后用水泥砂浆颜料平涂,2.有凸面管道时,分离后用水泥砂浆抹平,3锚绳上有凸起位置时,在螺丝头上埋上毫米,分离后用塑料帽子解决,4补充混浊,使表面平整光滑,凸凹量超过5厘米渡边杏,5.混凝土表面先用350g/m2 土工布垫片粘贴,有排水板时分开粘贴,然后用钉子机用水泥钢筋固定,6.为了防止水泥砂浆渗入土工布。先铺土工布,再铺防水板。7.将路面隧道防水板、手动专用龙合机融合到垫片中。二者的粘结抗张强度需要大于防水板的抗压强度,8在隧道防水板中间。



EVA防水板施工,注意事项:。1、施工人员须持证上岗。2、严把焊接质量关,焊接处不得有漏焊、跳焊现象。3、隧道防水板铺设应平整顺直,不得有弯曲、、绷紧、褶皱和破损现象。4、接缝焊接时需将焊接面擦拭干净,并保持焊接面的干燥。焊接时焊嘴与焊接方向呈45°角,压辊与焊嘴平行并保持大约5mm距离。焊嘴边应有呈亮色熔融物渗出,不应出现漏焊、跳焊、烧焦和焊接不牢现象,5、单缝焊接时搭接宽度不小于100mm,双缝及多缝焊接时,可根据焊接机的不同,合理计算预留搭接宽度,6、防水板收口处用专用压条固定, 钉距不应小于900mm。
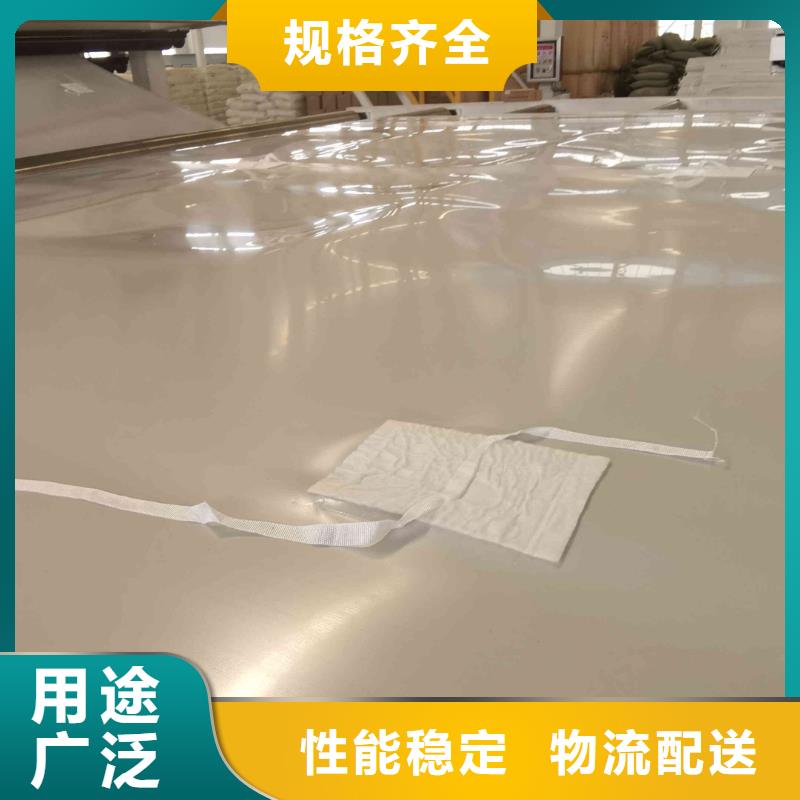
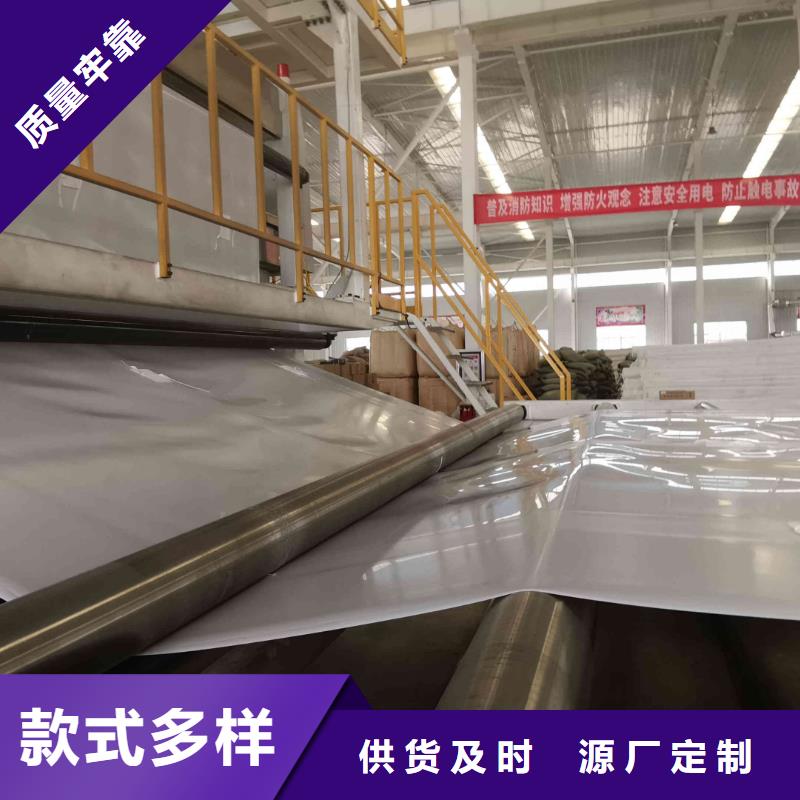
隧道防水施工方案内容包括隧道衬砌防排水措施排水盲施工防水板施工缝防水处理的方案,隧道防水是隧道工程施工质量的一个重要环节同时也是操作工艺繁杂、施工难度较大的环节之一,历来被人们所重视,因此,各个项目隧道的防水施工应根据此方案和应视当地水文地质条件因地制宜地采取“以排为主。防、排、截、堵相结合”的综合治理原则,达到排水通畅、防水可靠、经济合理的施工方案。隧道防水板防水层铺设。防水板在洞外宽畅、平整的场地上裁剪下料,采用双焊缝自动焊接机焊接成幅,汽车运至洞内,通过防水板作业台架,采用无钉孔铺设工艺铺设。防水层铺设前先切除初期支护表面的外露锚杆头。
、

