

塑料托盘上货架时,必须采用货架型托盘,承载量根据货架结构而定,严禁超载使用。
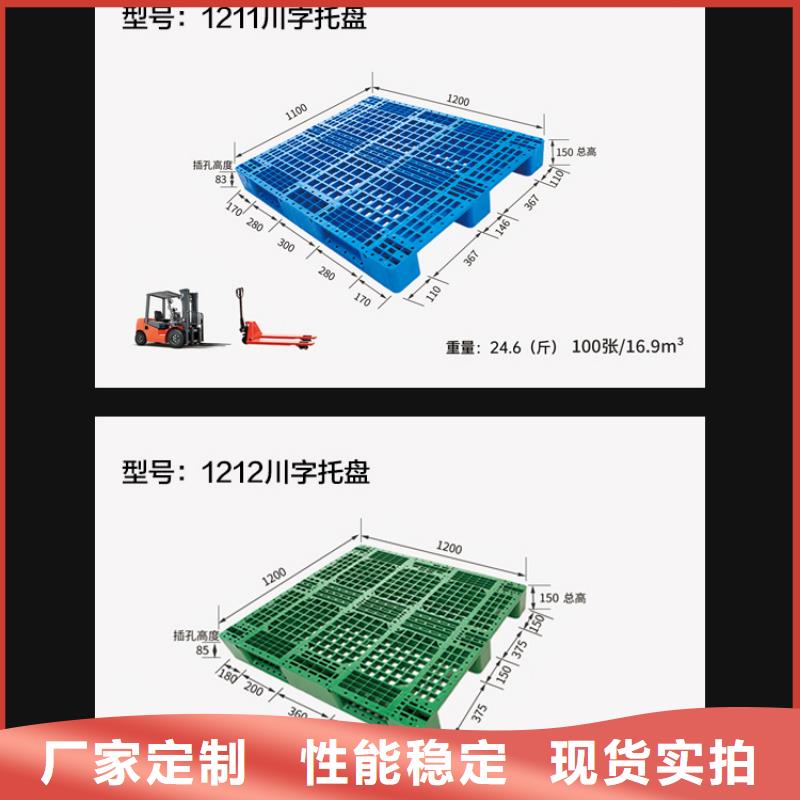
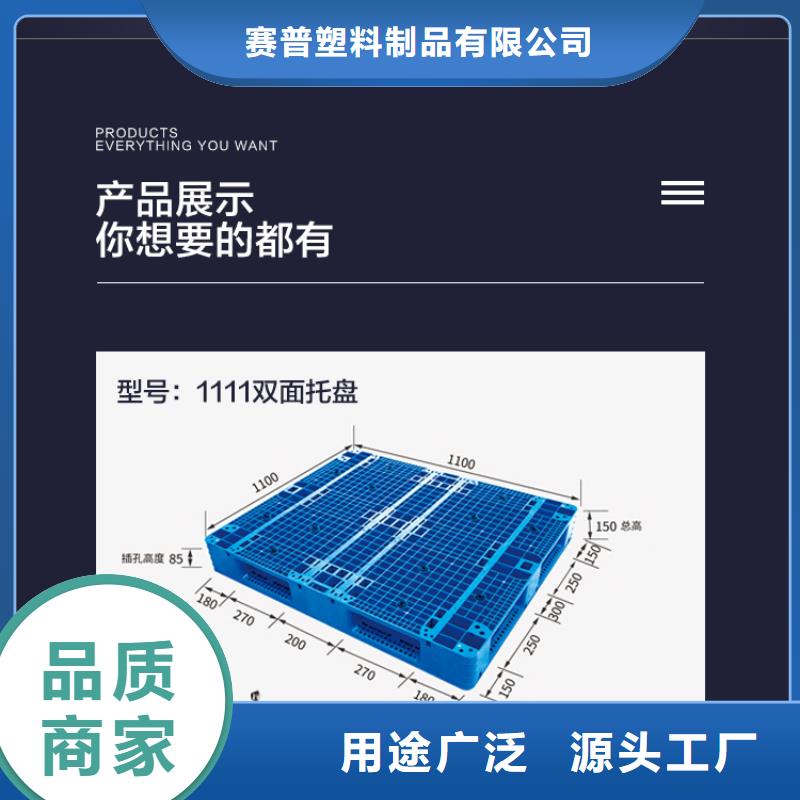
SP-1111川字网格塑料托盘
| 名称 | SP-1111川字
| 每100张托盘的体积
| 13m3
| ||
| 规格 | 1100*1100*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 90mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 可内置4根镀锌方形钢管,表面4根
| |
| 1.6T | 4.8T | ||||
| 底部结构 | 川字型 | ||||
| 使用方法 | 适合货架、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
SP-1210川字平面塑料托盘
| 名称 | SP-1210川字 | 每100张托盘的体积
| 14m3
| ||
| 规格 | 1200*1000*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 85mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 可内置8根镀锌方形钢管,表面4根 腿部4根 | |
| 2T | 6T | ||||
| 底部结构 | 川字型 | ||||
| 使用方法 | 适合货架、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
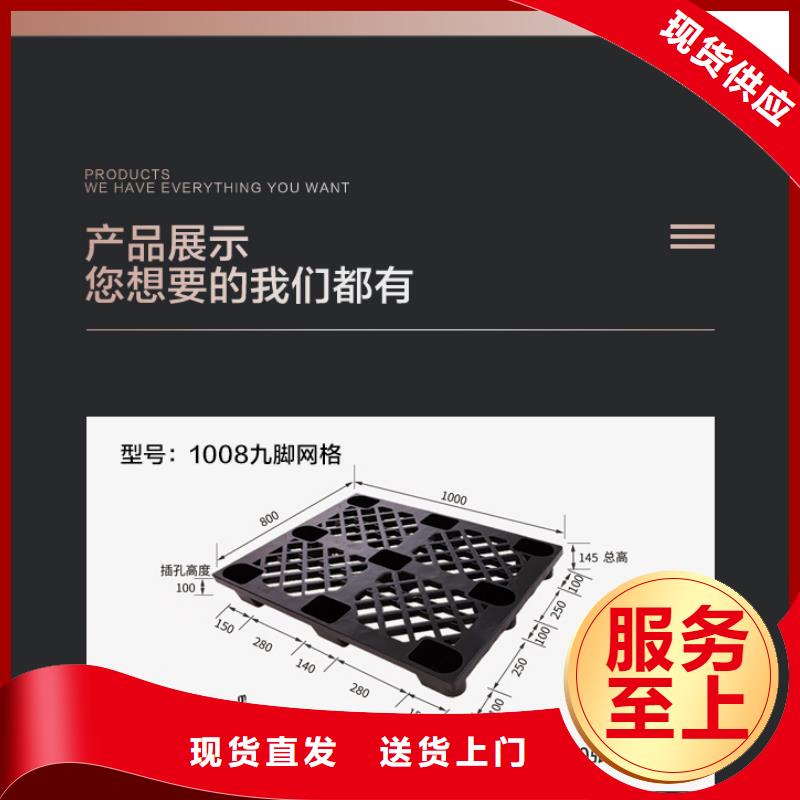
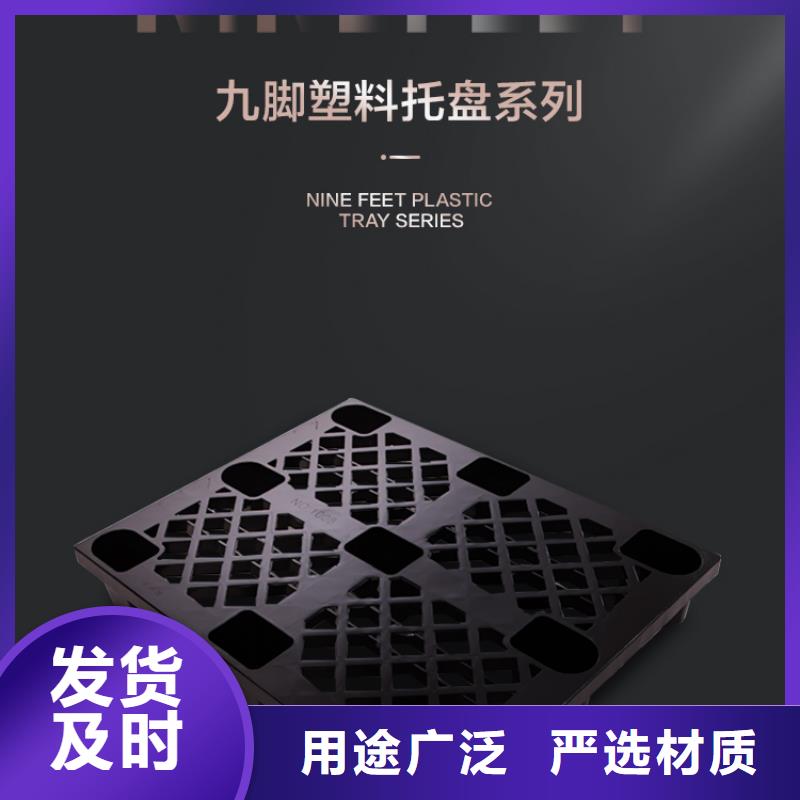
SP-1208九脚轻型网格塑料托盘
| 名称 | SP-1208九脚
| 每100张托盘的体积
| 4.8m3
| ||
| 规格 | 1200*800*145mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 95mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 无 | |
| 0.5T | 1T | ||||
| 底部结构 | 九脚型 | ||||
| 使用方法 | 适合平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
SP-1210川字网格塑料托盘
| 名称 | SP-1210川字 | 每100张托盘的体积
| 13m3
| ||
| 规格 | 1200*1000*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 80mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 可内置8根镀锌方形钢管,表面4根 腿部4根 | |
| 1.6T | 4.8T | ||||
| 底部结构 | 川字型 | ||||
| 使用方法 | 适合货架、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
SP-1210轻型田字网格塑料托盘
| 名称 | SP-1210轻型田字 | 每100张托盘的体积
| 18.5m3
| ||
| 规格 | 1200*1000*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 95mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 无 | |
| 1T | 3T | ||||
| 底部结构 | 田字型 | ||||
| 使用方法 | 适合堆码、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
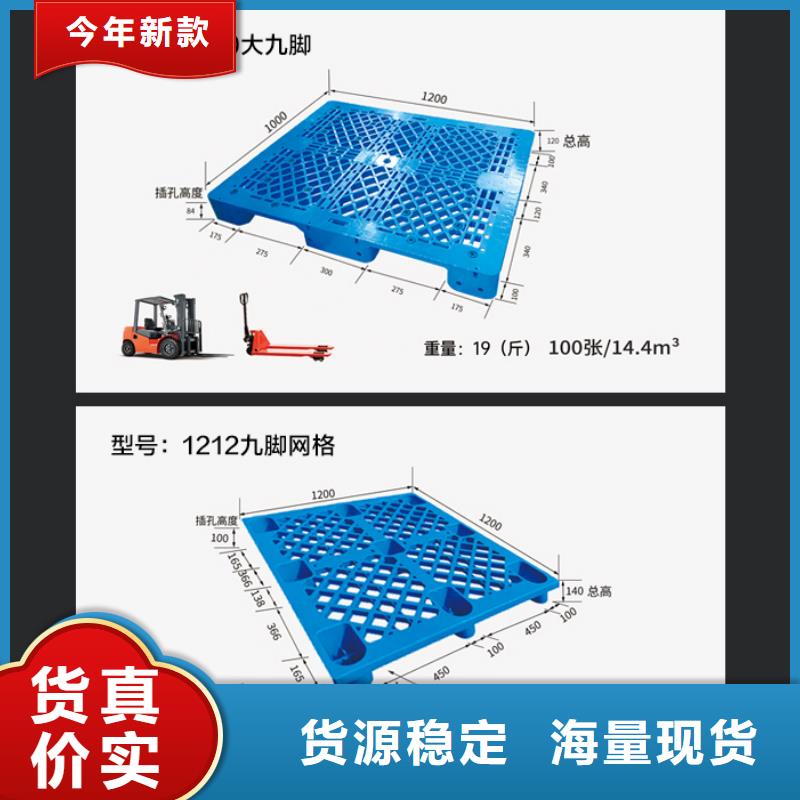
SP-1212川字网格塑料托盘
| 名称 | SP-1212川字 | 每100张托盘的体积
| 16m3
| ||
| 规格 | 1200*1200*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 80mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 可内置8根镀锌方形钢管,表面4根,腿部4根 | |
| 1.6T | 4.8T | ||||
| 底部结构 | 川字型 | ||||
| 使用方法 | 适合货架、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||


塑料托盘的制作流程
其特征在于该方法包括以下步骤:
以高密度聚乙烯和高密度聚丙烯为原料,分别将两种原料粉碎成粒度为2~6毫米的颗粒,清洗后在100~120℃烘干2~4小时,得到干燥固体原料;
将上述两种干燥固体原料混合,混合比例为:再生高密度聚乙烯占原料总重的重量百分比为10~30,全新高密度聚丙烯占原料总重的重量百分比为90~70,得到原料混合物,在原料混合物中分别加入占原料混合物重量百分比为2~6的弹性体增韧剂、占原料混合物重量百分比为0.5~3的交联剂、占原料混合物重量百分比为0.5~2的流动助剂以及占原料混合物重量百分比为0.5~0.6的有机颜料,混合均匀,得到混合物;
使上述混合物在2万克至4万克的注塑机中,经柱塞料筒中100℃~220℃反应后注塑成型,模具温度为20~50℃,注射压力为80~140MPa,保压压力为注射压力的30%~60%,背压为5~20MPa,得到塑料托盘。



塑料托盘的生产一般釆用三种工艺方法:一是注射成型,需要万克以上注射机及大型模具配套,成本较高;二是组合型,釆用挤压法,成本低但使用强度较差;三是异型中空吹塑,工艺简单节省原料。其中组合型托盘在中国很少。
目前发达 塑料托盘的占有量为总量的40%左右,即使达到这一个数字的一半左右,中国未来塑料托盘的需求量也将达到200万只,这就预示着塑料托盘在中国市场发展潜力巨大。



凉山赛普塑料制品有限公司集 塑料水箱设计、生产、销售于一体的公司,不断的采用新的科技成果,并以完善的管理、先进的生产设备保证了 塑料水箱产品的优良品质,多年来为全国各地的用户提供了大量高质量产品,建立了长期的合作关系。公司的宗旨是“良好的诚信是市场的需求和期望的结果”本公司凝聚了一批专业生产的技术人员,不断的开发新的 塑料水箱产品来适应市场与客户的需求,“以质量求生存、以创新求发展、以诚信赢市场”是我们永远的方针,市场的需求就是本公司永远奋斗的目标。欢迎各界朋友来我公司参观,洽谈业务。

