


别再等待了,仅仅一分钟,就能通过我们的绕筋机钢筋弯箍机支持拿样产品视频探索到无数令人心动的细节和亮点。
以下是:绕筋机钢筋弯箍机支持拿样的图文介绍



搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的小搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、绕筋机铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。



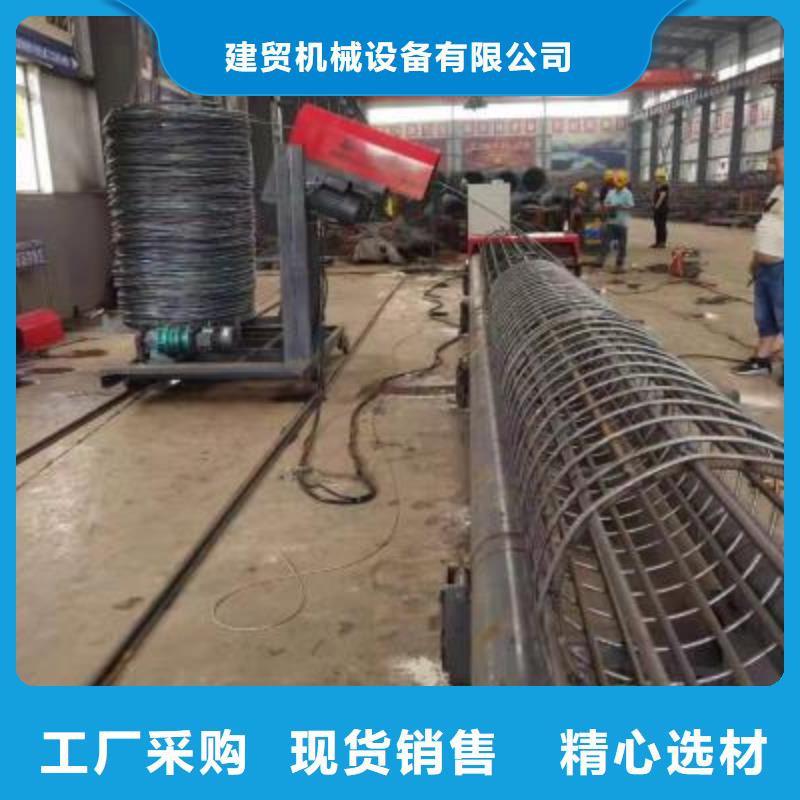
绕筋机数控滚焊机且较老产品优化了多个重要结构,使其更加合理且成本大幅降低,设备更有市场竞争力。大盘部分灵活的模圈及十字筋安装设计,据不同的桩基规格灵活更换,经济适用;固定盘旋转、移动盘部分行走及旋转、由一台 P 和 3 台变频器来设定,要求电机同步,保证了成品笼子的整体尺寸;可完成桩基直径 400mm-2500mm 桩基单主筋单箍筋、双箍筋单主筋,以及双主筋双箍筋的焊接工作;固定机架及移动机架进行了结构优化,降低主机重量,减轻了动力单元的负载,从而可制作目前较重的钢筋笼轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且,设备运行惯量大大降低;钢筋笼骨架旋转的同时由移动盘拖动向后移动,盘筋不移动;钢筋笼直径由相同直径的模板精准控制,一个工程通常需要 2-7 种模板;主筋间距决定于人工预先在模板上布置的,与主筋根数相同数量的套管间距;当钢筋笼直径和主筋根数改变时,需要人工更换模板以及重新布置套管,约需 1 小时;1、自动送料系统,可设定距离在线,误差小,钢筋笼高质量。2、能准确自动焊接,降低劳动强度。3、采用变频控制系统对保持架保持架,具有高精度的运动。4、用自动笼架,避免笼型曲线。5、高速送料装置,效率高。6、可改变笼直径和主筋量。


数控钢筋弯曲机技术创新是企业生命活力的源泉,人才是企业立足之本,是企业技术创新的核心,建立和完善技术创新机制和激励机制,鼓励和发挥技术人员的积j i性,加大 数控钢筋弯曲机产品开发力度,安康建贸机械设备有限公司将一如既往的坚持诚信为本,守法经营,求实创新,团结奋进的企业精神,努力开拓,锐意进取。热忱欢迎你来电、来函、来人洽谈业务,共谋发展。



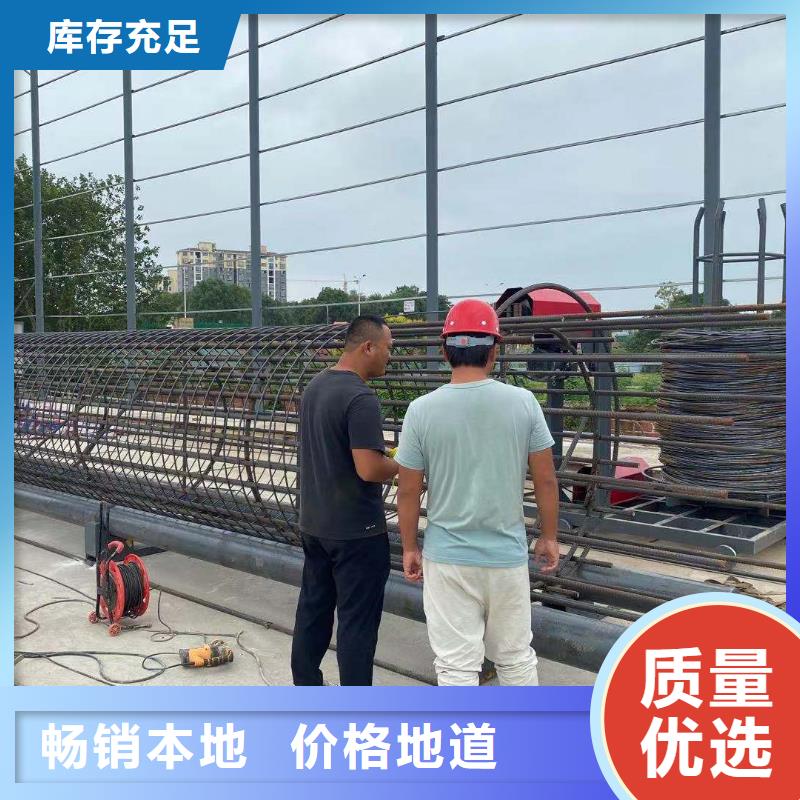
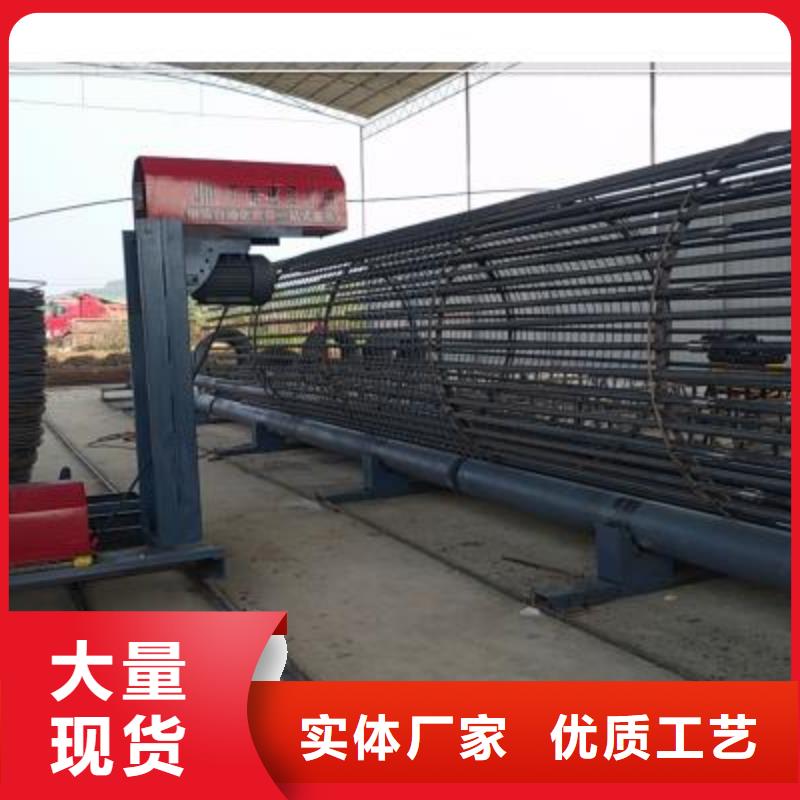
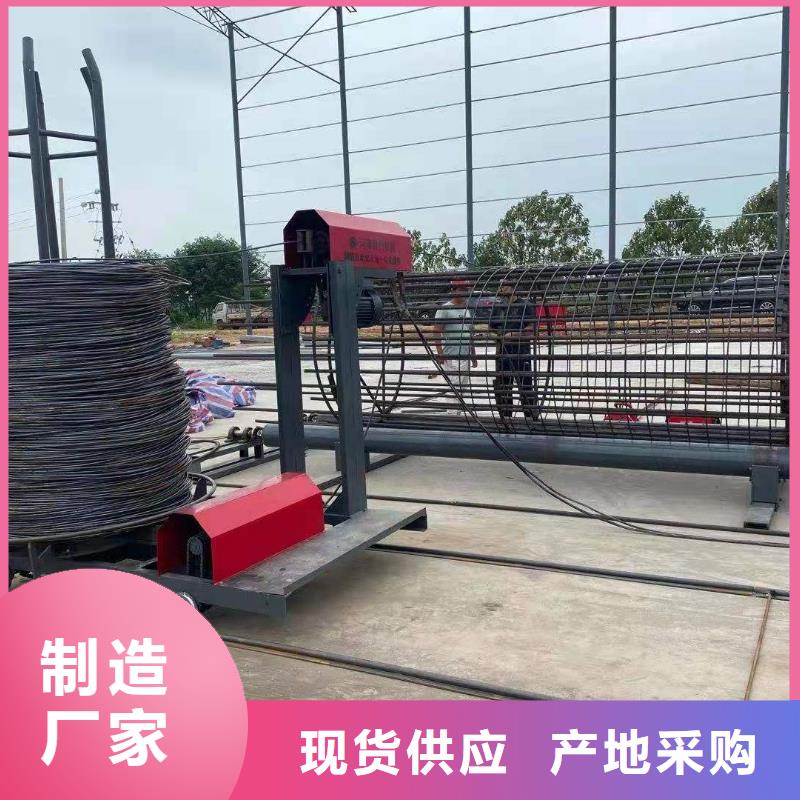
钢筋笼设备—绕筋机自动缠绕:为保证骨架不变形,吊装时须用两点吊吊点设在骨架的下部,第二吊点设在骨架长度的中点到三分点之间。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
