



我们的内弯U型防磨罩结构形式视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:内弯U型防磨罩结构形式的图文介绍

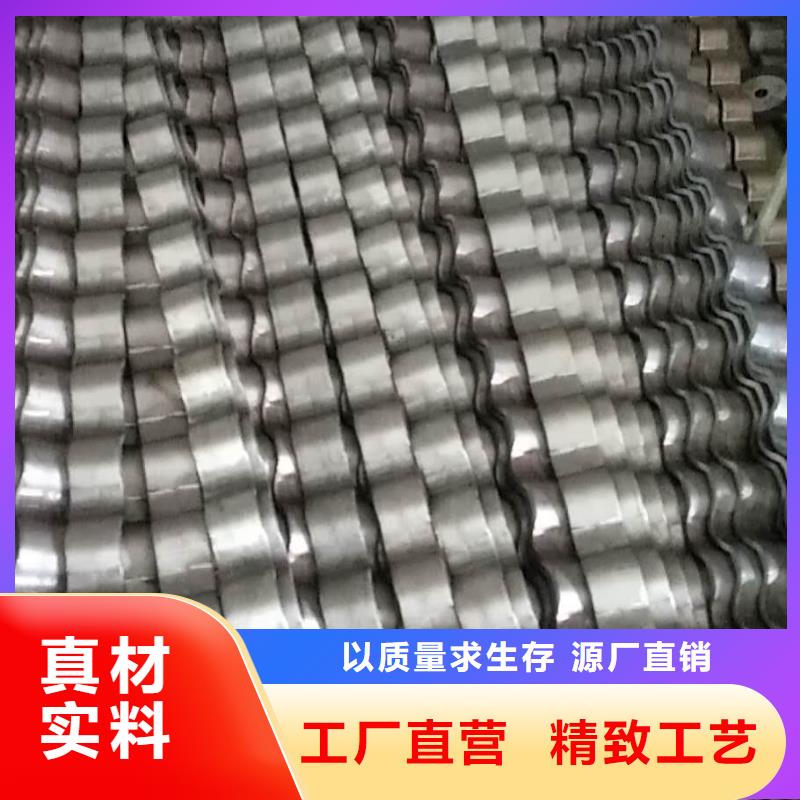
防磨瓦形状、规格
防磨瓦的截面形状大部分是半圆形(180度),也有120—160度的,主要使用在带鳍片的管子上(水冷壁);防磨瓦分为直防磨瓦、内弯防磨瓦、外弯防磨瓦、侧面弯防磨瓦、S型弯防磨瓦等。直防磨瓦长度20mm—3000mm不等,一般长度1000-2000mm比较常用见;带弯的防磨瓦一般要求提供加工图纸,并且图纸上要有以下参数:所使用管子外径、所使用管子弯曲半径R(到管子中心)、弯曲角度度数及防磨瓦弧段两边的直段长度。
防磨瓦的最基本参数就是所使用的管子的外径φ(也就是防磨瓦的内径),管子主要规格有:32、38、42、44.5、48、51、57、60、63.5、76、89mm等等;防磨瓦内径通常比所使用管子外径大1-3mm不等,具体根据实际要求。


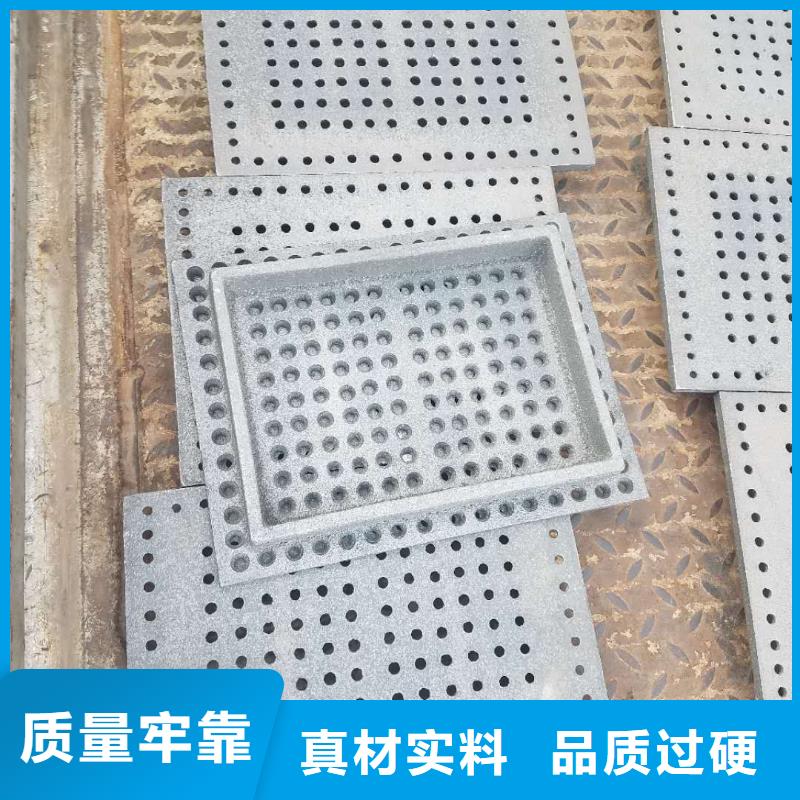
风帽的改造
一般要触及到原来汽锅的布风板情况、设计的布风板开孔率、布风板阻力、风帽孔出风速度和送风机的额定压甲等诸多条件和身分。凭据分歧的炉型改造设计,并参照改造前的布风板阻力和现实运行情况,一般要保证布风板阻力适当,设计阻力增加风机电耗,设计太小则会下降风帽出口风速并影响流化质量,因布风板阻力设计太低而泛起临界流化风量过年夜或不流化的例子也有很多。再者为了下降改造成本,并使改造简单易行,还要斟酌改造后的风帽的安插,是否需要在布风板上重新开孔的问题,一般应尽量在原来开孔的根蒂根基上进行。另外,风帽在炉床内的安插和风帽自己的结构设计是否合理,和风帽的材质配方对风帽的使用寿命和装备平安使用都是相当重要的



金属热处理工艺大体可分为整体热处理、表面热处理、局部热处理和化学热处理等。根据加热介质、加热温度和冷却方法的不同,每一大类又可区分为若干不同的热处理工艺。同一种金属采用不同的热处理工艺,可获得不同的组织,从而具有不同的性能。钢铁是工业上应用最广的金属,而且钢铁显组织也最为复杂,因此钢铁热处理工艺种类繁多。
整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。
退火是将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却,目的是使金属内部组织达到或接近平衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。正火是将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为最终热处理。
整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。
退火是将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却,目的是使金属内部组织达到或接近平衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。正火是将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为最终热处理。


绵阳东腾特钢有限公司了解客户的真实需求,用高品质的 风帽产品和完善的服务成就客户,让客户成功,帮客户赚钱,在帮助客户成功的过程中实现企业价值。


