
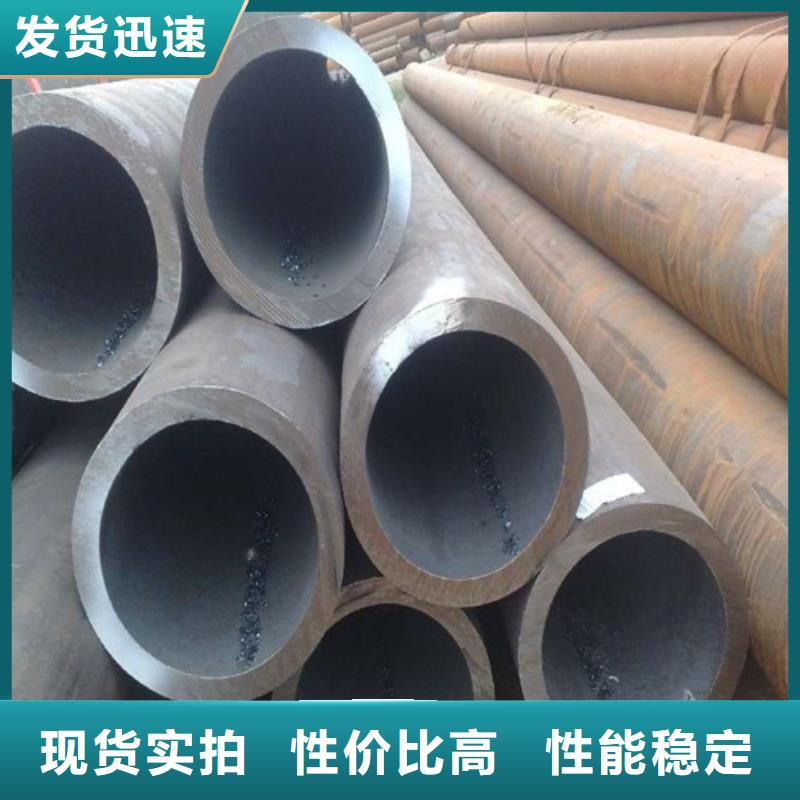




直缝焊钢管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
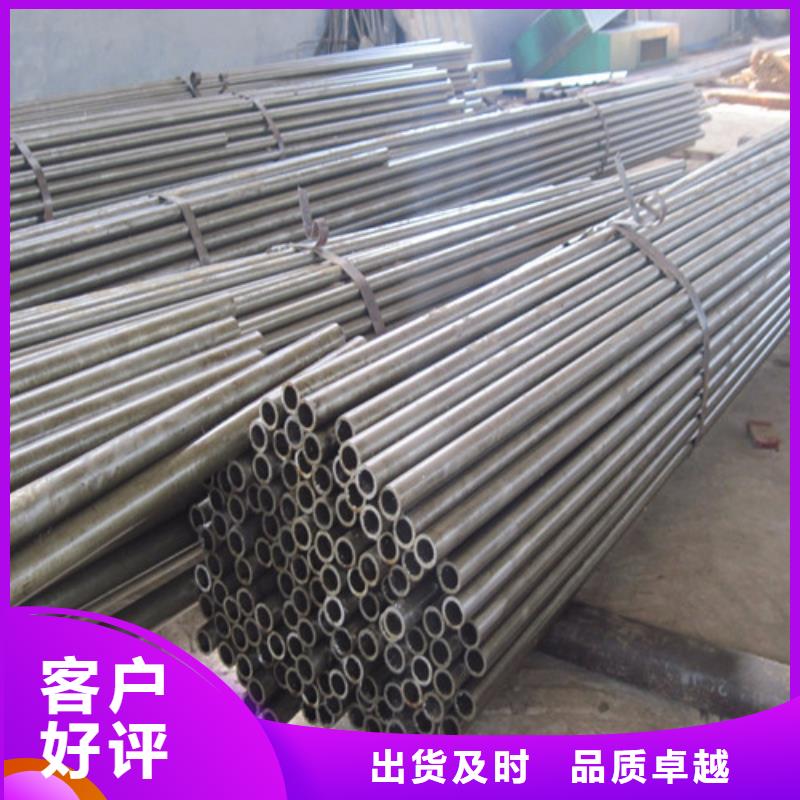
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。
补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。
焊管工艺流程
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。
特点
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
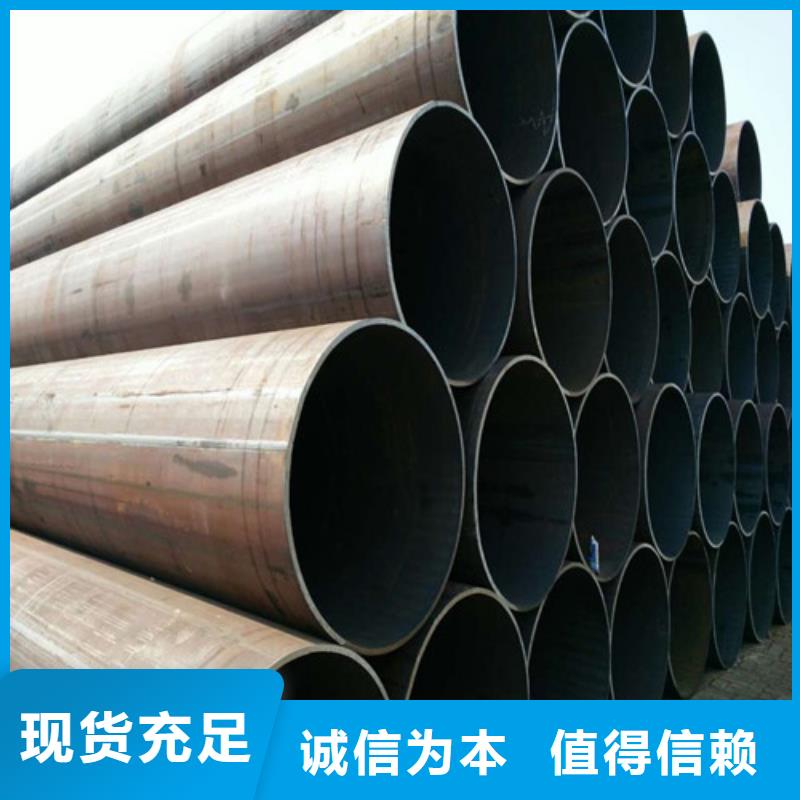
成分检验编辑 语音(1)GB3087-2008《低中压锅炉用无缝钢管》规定。化学成分试验方法按GB222-84及GB223《钢铁及合金化学分析方法》中的有关部分。(2)GB/T5310-2008《高压锅炉用无缝钢管》规定。化学成分试验方法按GB222-84及《钢铁及合金化学分析方法》、GB223《钢铁及合金化学分析方法》中的有关部分。(3)进口锅炉钢管的化学成分检验按合同规定的有关标准进行。生产方法编辑 语音钢管分为 无缝钢管和焊接钢管。无缝钢管生 产过程是将实心管坯或钢锭穿成空 心的毛管,然后再将其轧制成所要 求尺寸的钢管。采用的穿孔和轧管 方法不同,就构成了生产无缝钢管 的不同方法。焊接钢管生产过程是 将管坯(钢板或带钢)弯曲成管状, 再把缝隙焊接起来成为钢管。因采 用的成型和焊接方法不同,就构成了生产焊接钢管的不同方法。无缝钢管主要用热轧法生产。 挤压法主要用于生产难穿孔的低塑 性高合金钢管或异型钢管和复合金 属管。冷轧和冷拔法可将热轧管继 续加工成小直径和薄壁的钢管。焊接钢管工艺过程简单、生产 效率高、成本低、产品品种日益扩 大。无缝钢管和焊接钢管主要生产 方法见表1、2。
高压锅炉钢管:主要用来制造高压及其以上压力的蒸汽锅炉管道等用的优质碳素结构钢、合金结构钢和不锈耐热钢无缝钢管、这些锅炉管经常处于高温和高压下工作、管子在高温烟气和水蒸汽的作用下还会发生氧化和腐蚀,因此要求钢管有高的持久强度、高的抗氧化性能,并具有良好的组织稳定性,采用钢号有:优质碳素结构钢钢号有20G、20MnG、25MnG;合金结构钢钢号15MoG、20MoG、12CrMoG、15CrMoG、12Cr2MoG、12CrMoVG、12Cr3MoVSiTiB等;有锈耐热钢常用1Cr18Ni9、1Cr18Ni11Nb高压锅炉管除保证化学成分和机械性能外,要逐根做水压试验,要作扩口、压扁试验。钢管以热处理状态交货。此外,对成品钢管显微组织、晶粒度、脱碳层也有一定要求。地质钻探及石油钻探用无缝钢管:为探明地下岩层结构、地下水、石油、天然气及矿产资源情况,利用钻机打井。石油、天然气开采更离不开打井,地质钻探用石油钻探用无缝钢管是钻井的主要器材,主要包括岩芯外管、岩芯内管、套管、钻杆等。由于钻探用管要深入到几千米地层深度工作,工作条件极为复杂,钻杆承受拉、压、弯曲、扭转和不均衡冲击载荷等应力作用,还要受到泥浆、岩石磨损,因此,要求管材必须具有足够的强度、硬度、耐磨性和冲击韧性,钢管用钢用“DZ”(地质的汉语拼音字头)加数字一代表钢屈服点表示,常用的钢号有DZ45的45MnB、50Mn;DZ50的40Mn2、40Mn2Si;DZ55的40Mn2Mo、40MnVB;DZ60的40MnMoB、DZ65的27MnMoVB。钢管都以热处理状态交货。
在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下:
式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。
硬度指标
金属钢管材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显微硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。
A、布氏硬度(HB)
用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa)
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:
式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。
