
想要更直观地感受203*12无缝钢管现货充足产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:203*12无缝钢管现货充足的图文介绍


还有GB/T17396-2018(液压支柱用热轧无缝钢管)、GB3093-2018(柴油机用高压无缝钢管)、GB/T3639-2018(冷拔或冷轧精密无缝钢管)、GB/T3094-2018(冷拔无缝钢管异形钢管)、GB/T8713-2018(液压和气动筒用精密内径无缝钢管)、GB13296-2018(锅炉、热交换器用不锈钢无缝钢管)、GB/T14975-2018(结构用不锈钢无缝钢管)、GB/T14976-1994(流体输送用不锈钢无缝钢管)、GB/T5035-2018(汽车半轴套管用无缝钢管)、API SPEC5CT-2018(套管和油管规范)等。无缝钢管重量计算公式[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)



推荐热处理温度:正火850,淬火840,回火600。45号无缝钢管钢为 优质碳素结构用钢 ,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理 。1. 45号钢淬火后没有回火之前,硬度大于HRC55( 可达HRC62)为合格。实际应用的 硬度为HRC55(高频淬火HRC58)。2. 45号钢不要采用渗碳淬火的热处理工艺。调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、本地螺栓、本地齿轮及轴类等。但表面硬度较低,不耐磨。可用调质+表面淬火提高零件表面硬度。渗碳处理一般用于表面耐磨、本地芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。如果用45号钢渗碳,淬火后芯部会出现硬脆的马氏体,失去渗碳处理的优点。采用渗碳工艺的材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,应用上不多见。0.35%从来没见过实例,只在教科书里有介绍。可以采用调质+高频表面淬火的工艺,耐磨性较渗碳略差。GB/T699-1999标准规定的45钢推荐热处理制度为850℃正火、本地840℃淬火、本地600℃回火,达到的性能为屈服强度≥355MPa。GB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J。

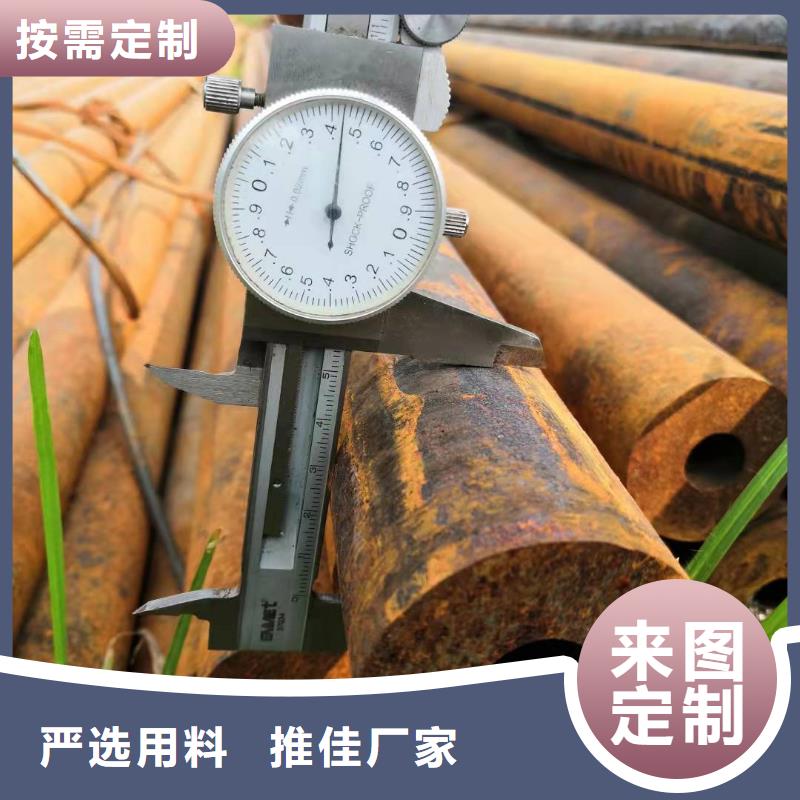
无缝钢管金相分析:①高倍检验(微观分析):非金属夹杂物100x GB/T 10561 晶粒度:级别、本地级差组织:M、本地B、本地S、本地T、本地P、本地F、本地A-S脱碳层:内、本地外。A法评级:A类-硫化物 B类-氧化物 C类-硅酸盐 D-球状氧化 DS类。②低倍试验(宏观分析):肉眼、本地放大镜10x以下。a. 酸蚀检验法。b. 硫印检验法(管坯检验,显示低培组织及缺陷,如疏松、本地偏析、本地皮下气泡、本地翻皮、本地白点、本地夹杂物等。c. 塔形发纹检验法:检验发纹数量、本地长度及分布。(三)中国现行无缝钢管标准:1.现行无缝钢管标准:共有47项 其中:GB/T25 项 HB3 项 特殊用途19项;基础 2项 产品 45项2.常用标准:① GB/T2102-2018 钢管的验收、本地包装、本地标志和质量证明书。② GB/T17395-2008 无缝钢管尺寸、本地外形、本地重量及允许偏差。③ GB/T5310-2018 高压锅炉用无缝钢管。④ GB/T9948-2018 石油裂化用无缝钢管。⑤ GB/T6479-2018 高压化肥设备用无缝钢管。⑥GB/T18248-2018 气瓶用无缝钢管。


具有屈服现象的金属材料,无缝钢管试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、附近下屈服点。屈服点的单位为N/mm2(MPa)。上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。屈服点的计算公式为:式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。③断后伸长率(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:σ=(Lh-Lo)/L0*100%式中:Lh--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。④断面收缩率(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下:式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。⑤硬度指标



阿坝建顺金属制品有限公司了解客户的真实需求,用高品质的 铝翅片管产品和完善的服务成就客户,让客户成功,帮客户赚钱,在帮助客户成功的过程中实现企业价值。


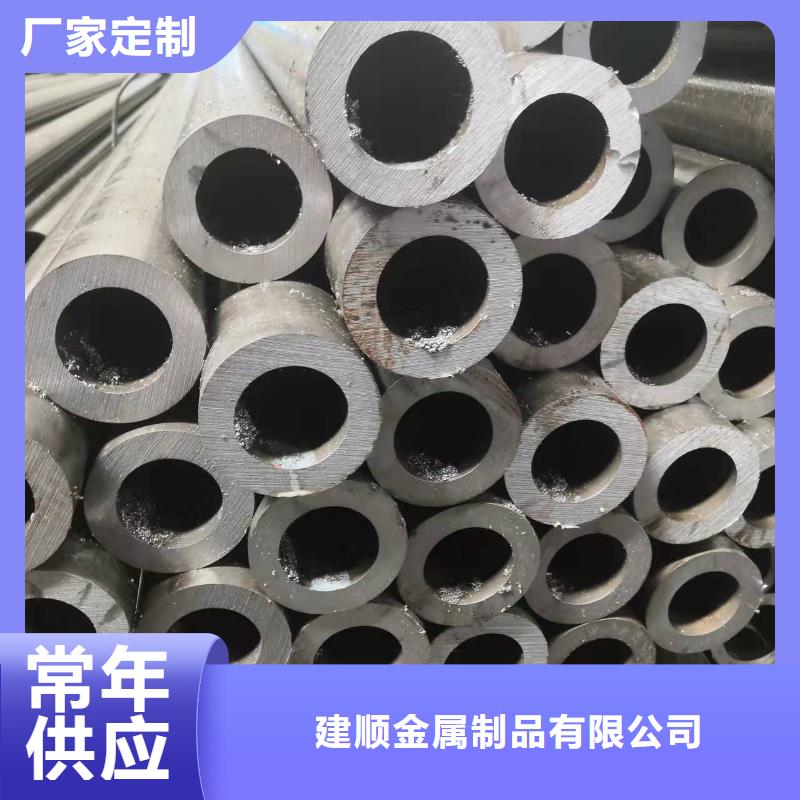
①热轧无缝钢管主要生产工序(△主要检验工序):管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、本地理化、本地台检) →入库②冷轧(拔)无缝钢管主要生产工序:坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。



