



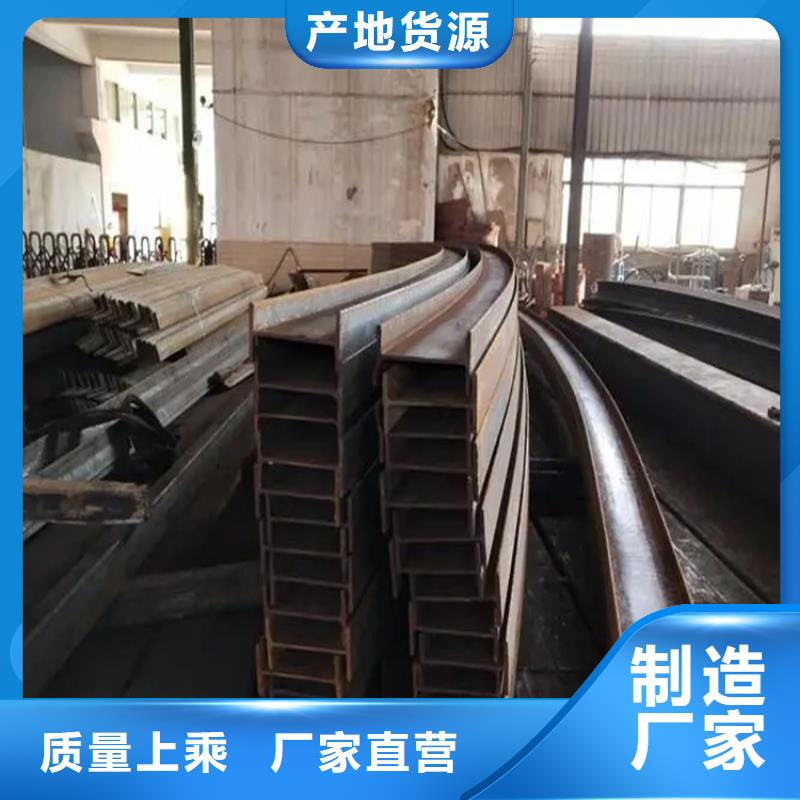
【新品发布,视频先行!】弯管42crmo钢管切割来图定制量大从优产品,等你来探!
以下是:弯管42crmo钢管切割来图定制量大从优的图文介绍

管件常见弯管方法及其7种弯管方式详解接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。辗压式旋转:用竖柱式或竖式弯曲机弯曲模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。带纠正的折弯:这类折弯方式水管不容易挤扁。芯轴式挤弯:这类挤弯一般为热挤拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。


怎样对弯管加工方法进行更好的完善目前弯管机的液压泵之间的连接,不再需要依赖法兰进行连接,这种小改进设计不仅可以控制成本浪费,而且在不需要法兰连接的情况下,发现电机和泵之间的驱动更加顺畅,噪音大大改善,将轴泵轴直接连接到电动机主轴,使弯管加工提高了效率,提高了扭转能力,从而进一步改进了整个液压管道加工机械。许多使用过弯管机设备的用户,对弯管机和液压性能有一定的了解,在弯管机的一些操作中,需要添加压缩阀来控制弯管机上的夹紧装置,其电磁阀的原因是为了降低用户使用成本,因此通常购买的外形规格中,现在也可以满足他们的产品处理范围,在常用液压弯管机设备的设计中,采用更合理的设计,提高弯管加工设备的整体性能,降低成本,同时适当地为企业制造行业的环境保护做出贡献。
由于弯管机在电动马达驱动液压驱动泵时,在电机和泵连接点使用电机和泵连接法兰,连接油泵和电机之间的驱动器,之后经过研究和改进,弯管加工过程中裂纹原因了解,弯管产生的缺陷和保护微裂纹诱导,并在加热曲线钢管中,以超过一定水平的变形温度,以及在弯管外部会发生微裂纹,在这两种情况下,都与弯管的材质相关。
为了更好地使用弯管机和液压弯管机,在管道折弯上添加压缩阀,是为了减少在进行弯管加工机过载的产品时,以及弯头滑动或弯管加工不锈钢管道时,滑动对弯头加工质量的影响,根据成型条件,弯管加工后通过热处理使组织重新结合。



新疆宏钜天成钢管有限公司十分重视质量管理,建立了完善,持续,检测体系。多年来以建立起了完善的销售网络,有着丰富实践经验高素质的技术人员组成的销售和技术服务队伍,随时竭诚为广大用户服务;将负责有关 冷拔方钢产品的技术服务,技术咨询,销售,此外还可以根据用户的要求定制,设计,制造各种非标准 冷拔方钢产品。


弯管的加工技术对日常生活有很大的帮助,但在使用产品的过程中也会出现很多问题,弯管上出现细微裂纹的缺陷,产品在制造过程中,如果高于相应水平的变形温度就会变形,因此在进行弯管加工时,外部出现一些裂纹,主要与弯管加工钢管的材料有关的情况有两种,在这种情况下,在产品变形速度低、张力高的类似成型条件下,弯管加工设备可能会导致损坏。
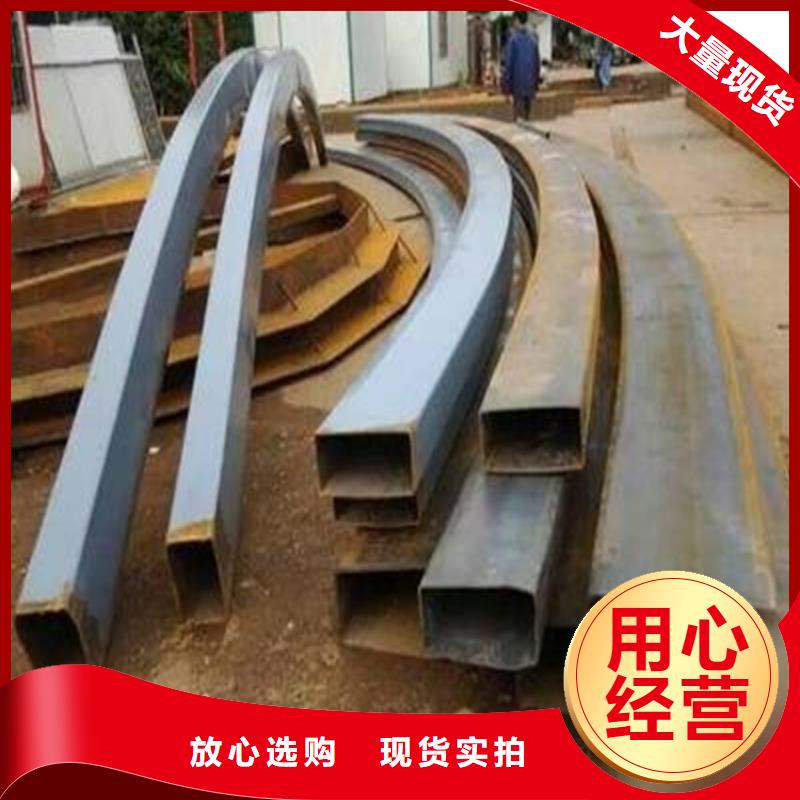
每个弯管都是在制作过程中通过一些次折弯完成的,在制作过程中管道可以更好地放置在弯管机上,因此设备可以应用钢管的弯矩,使钢管布局适当变形,弯头可以通过前下部模具主缸体的支撑向上移动,这将沿着顶部模具曲线的中心弯管加工直至制造,在加工产品的过程中,相应钢管的变形主要发生在上部模具中,上部模具起到胎盘的作用,弯管的曲线可以根据其他规格和其他材料塑料变形的阈值进行检查。
因此,在与其他管相对应的折弯产品的同时,不能在前夹具侧放置内管,进行弯管加工的同时,必须事先了解加工要求,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,可以节省管道设备和模具成本,并获得弯头空位是平坦或可扩展的曲面。
因此大直径弯管成型技术的基本过程中,首先焊接横截面为多边形的多边形或两端闭合的多边形形状的壳体,内部填充压力介质,由于上述几个原因,用户可以缩短制造周期,大大降低生产成本,不需要设备,适合现场加工大型弯头。



