


 往水玻璃型砂中加入添加剂,可以显著减小铸型表面孔隙,使铸型与铸铁型材间的界面层在高温下发生适度烧结和致密化,有利于防止金属液的渗透,防止铸铁型材产生粘砂缺陷。铸铁型材浇注试验发现,加入添加剂的水玻璃石英砂在水平连铸过程中,在铸型与铸铁型材界面产生的烧结层冷却至室温时强度更低,脆性更大,能轻易从铸铁型材表面剥落,减少铸铁型材的清理工作。对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。
(1)通过对缺陷样本的形貌和缺陷部位化学成分的分析,确定导致铸铁型材铸铁型材报废的缺陷类型为缩松缩孔.
(2)根据铸铁型材结构特点并结合数值模拟的的结果,分析导致大面积缩松缩孔缺陷的原因:此类外形尺寸长而大,内部空腔结构复杂热节较多的大型铸铁
往水玻璃型砂中加入添加剂,可以显著减小铸型表面孔隙,使铸型与铸铁型材间的界面层在高温下发生适度烧结和致密化,有利于防止金属液的渗透,防止铸铁型材产生粘砂缺陷。铸铁型材浇注试验发现,加入添加剂的水玻璃石英砂在水平连铸过程中,在铸型与铸铁型材界面产生的烧结层冷却至室温时强度更低,脆性更大,能轻易从铸铁型材表面剥落,减少铸铁型材的清理工作。对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。
(1)通过对缺陷样本的形貌和缺陷部位化学成分的分析,确定导致铸铁型材铸铁型材报废的缺陷类型为缩松缩孔.
(2)根据铸铁型材结构特点并结合数值模拟的的结果,分析导致大面积缩松缩孔缺陷的原因:此类外形尺寸长而大,内部空腔结构复杂热节较多的大型铸铁
 亿锦天泽钢铁有限公司
亿锦天泽钢铁有限公司
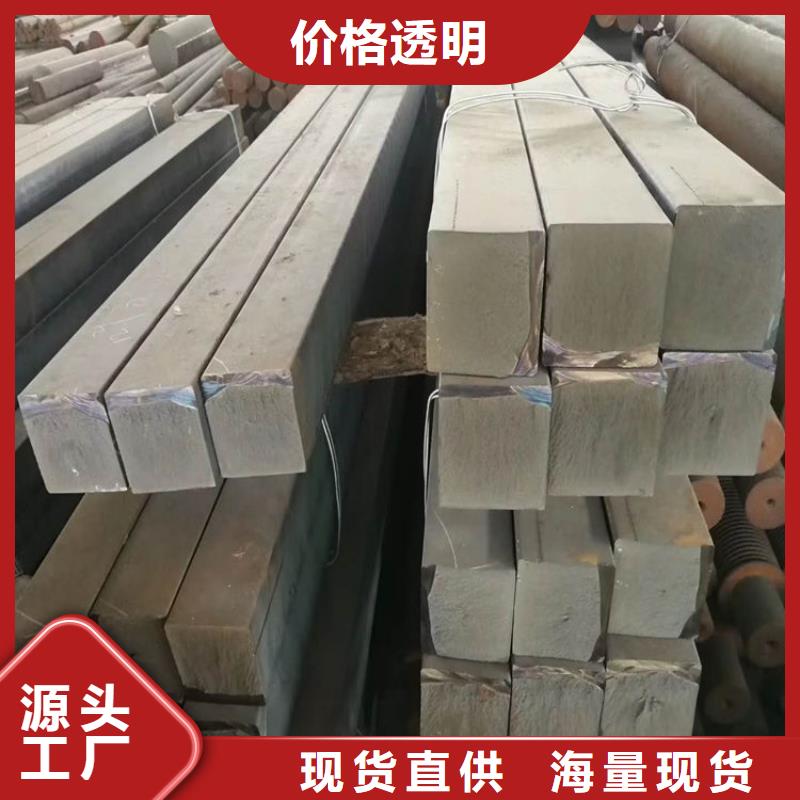
 球墨铸铁型材棒料和灰口铸铁棒料型材的单价为什么比砂型铸造的便宜很多用户曾提过这个问题。因为就铸造品质而言,铸铁型材棒料没有砂眼气孔,铸造精度高,成品率几乎接近,所以价格似乎应该比翻砂件高。实际上,由于连铸型材因必须大批量生产同规格铸铁型材棒料,所以在摊平模具费用和人工费用上展现出 优势,生产成本大幅下降。反弧度法工艺制各的铸铁型材组织更为均匀,力学性能更为优良。与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。
球化包的确定,为了提高球化剂的吸收率,增加球化效果,球化处理包应比一般铁液包深。球化包的高度与直径之比确定 炉料选择,球铁球化剂的加入效果条件是:高碳、低硅、大孕育量。为了稳定化学成分和有效地控制促进白口化元素和反球化元素,保证熔炼铁水的质量,选用Z14生铁,其化学成分:C>3.3%,Si 1.25%~1.60%P≤0.06%,S≤0.04%。球化剂的选择,球化剂的选用应根据熔炼设备的不同,即出铁温度及铁液的纯净度(如含硫量、氧化程度等)而定。
球墨铸铁型材棒料和灰口铸铁棒料型材的单价为什么比砂型铸造的便宜很多用户曾提过这个问题。因为就铸造品质而言,铸铁型材棒料没有砂眼气孔,铸造精度高,成品率几乎接近,所以价格似乎应该比翻砂件高。实际上,由于连铸型材因必须大批量生产同规格铸铁型材棒料,所以在摊平模具费用和人工费用上展现出 优势,生产成本大幅下降。反弧度法工艺制各的铸铁型材组织更为均匀,力学性能更为优良。与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。
球化包的确定,为了提高球化剂的吸收率,增加球化效果,球化处理包应比一般铁液包深。球化包的高度与直径之比确定 炉料选择,球铁球化剂的加入效果条件是:高碳、低硅、大孕育量。为了稳定化学成分和有效地控制促进白口化元素和反球化元素,保证熔炼铁水的质量,选用Z14生铁,其化学成分:C>3.3%,Si 1.25%~1.60%P≤0.06%,S≤0.04%。球化剂的选择,球化剂的选用应根据熔炼设备的不同,即出铁温度及铁液的纯净度(如含硫量、氧化程度等)而定。
 亿锦天泽钢铁有限公司
亿锦天泽钢铁有限公司


