
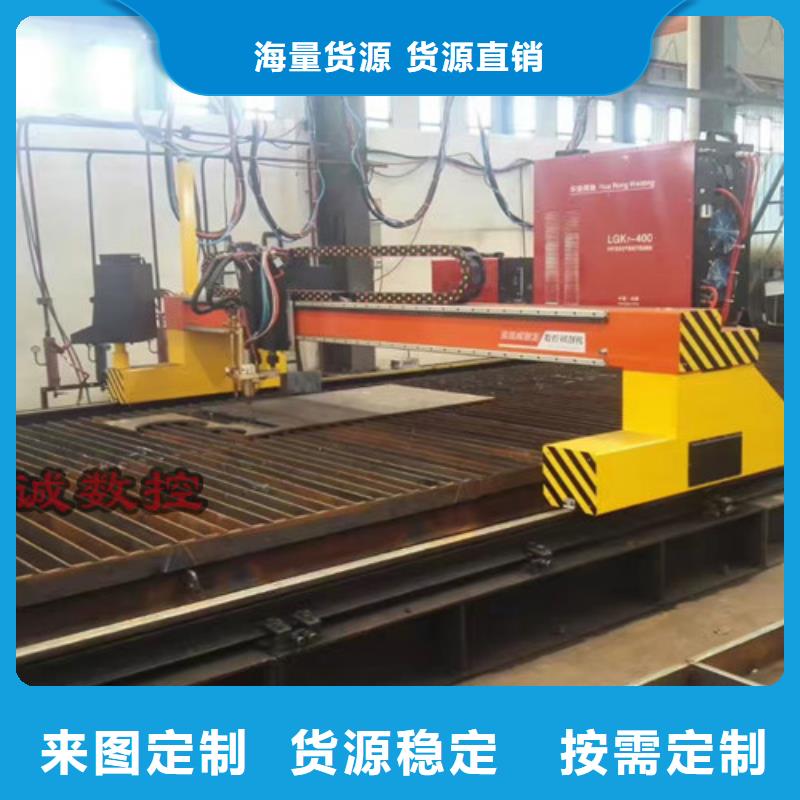





近年来数控等离子切割机越来越受到广大用户的青睐,主要优点是切割效率高、切割变形小、耗材成本低(相比火焰切割),还有就是技术成熟,全国各地都有生产厂家,价格也越来越便宜,几万几十万的都有,符合各行各业的不同需求。今天要讲的就是怎样正确的调整数控等离子切割机电流、弧压、速度、钢板高度这些参数,合理的参数将会提高生产效率、切割质量,以及延长耗材使用寿命,终达到降低生产成本的目的。首先讲一下几个参数的定义:1、电流:等离子切割机的切割电流。2、弧压:切割过程中等离子正负极之间的电压。3、速度:割枪在切割过程中行走速度。4、定位高度:切割开始前割枪停止在那与钢板之间的距离。5、穿孔高度: 穿孔瞬间割枪与钢板之间的距离。6、切割高度:正常切割过程中割枪与钢板之间始终保持的距离。7、气压:切割用压缩空气的压力。
当前大家对于数控等离子切割机都是颇为感兴趣的,大家都想要了解一下数控等离子切割机,那么小美也是在网络上收集了一些关于数控等离子切割机的一些信息来分享给大家,希望能够帮到大家哦。
1、数控等离子切割机,就是指用于控制机床或设备的工件指令(或程序),是以数字形式给定的一种新的控制方式。
2、将这种指令提供给数控自动切割机的控制装置时,切割机就能按照给定的程序,自动地进行切割。
3、数控切割由数控系统和机械构架两大部分组成。
4、与传统手动和半自动切割相比,数控切割通过数控系统即控制器提供的切割技术、切割工艺和自动控制技术,有效控制和提高切割质量和切割效率。
5、 数控切割:是指数控火焰、等离子、激光和水射流等切割机,根据数控切割套料软件提供的优化套料切割程序进行全时、自动、、高质量、高利用率的数控切割。
6、数控切割代表了现代高科技的生产方式,是先进的优化套料计算技术与计算机数控技术和切割机械相结合的产物。
本文到此结束,希望对大家有所帮助。
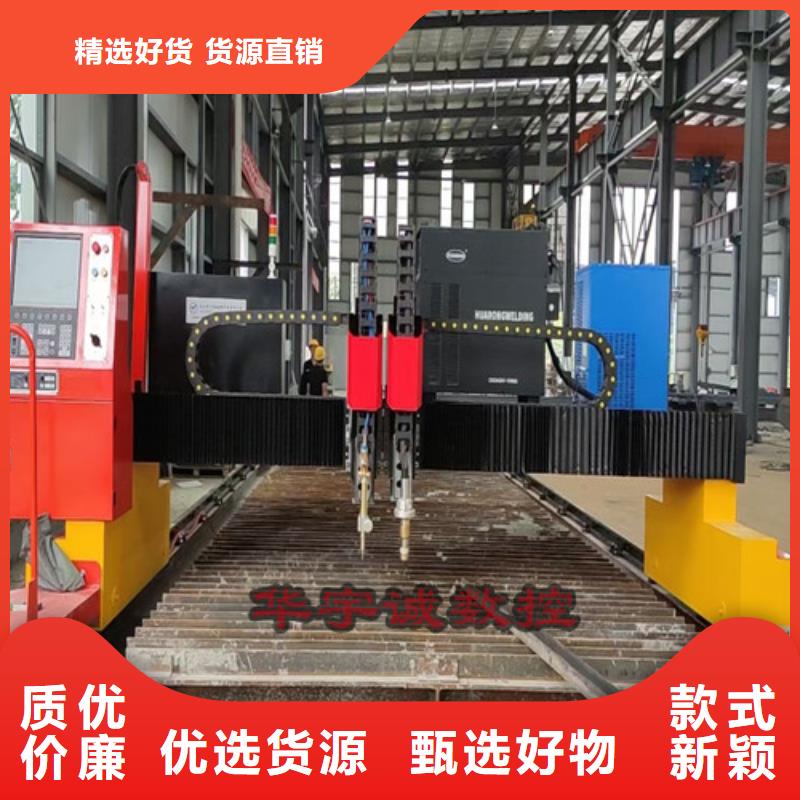
数控等离子切割机出现切割不均有很多原因。当切割不同的金属板和不同厚度的材料时,不同的切割电源和割炬具有不同的技术参数。在切割工作中,应参考设备,工件,选择合适的切割速度标准,下面我们就一起来了解一下数控等离子切割机参数设置问题。一:当数控等离子切割机分多种切割辅助气体时,不同切割气体的切割速度是不一样的。以空气等离子弧切割为例,切割碳钢时,切割电流为230A。作为标准,6mm厚的碳钢板的切割速度可以达到3300mm/min,当厚度调整到40mm时,切割速度限制在500mm/min,以确保切割效果和质量。如果切换到其他辅助切割气体,例如用纯氧切割,切割速度会降低更多。在230A的相同切割电流下,虽然纯氧等离子切割可以提高到3700mm/min,对于6mm厚的碳钢板,但对于40mm碳钢板,切割速度仅为350mm/min。二:影响等离子切割质量的因素很多,如空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等等离子弧切割技术参数,都会直接影响数控等离子切割机切割的稳定性过程,切割质量和功能。一般来说,空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等因素直接影响等离子弧的紧固效果,即影响等离子体的温度和能量密度电弧和等离子弧高温和高能决定了切割速度,因此可以说许多上述因素基本上与切割速度有关。作为数控切割装置,应尽可能提高切割速度,同时确保切割质量。这不仅提高了生产率,而且还减少了切割部分的变形量和开槽区域的热影响区域。如果切割速度不合适,其效果相反,添加粘贴残留物,降低切割质量,并设置数控切割机上方的小细节。
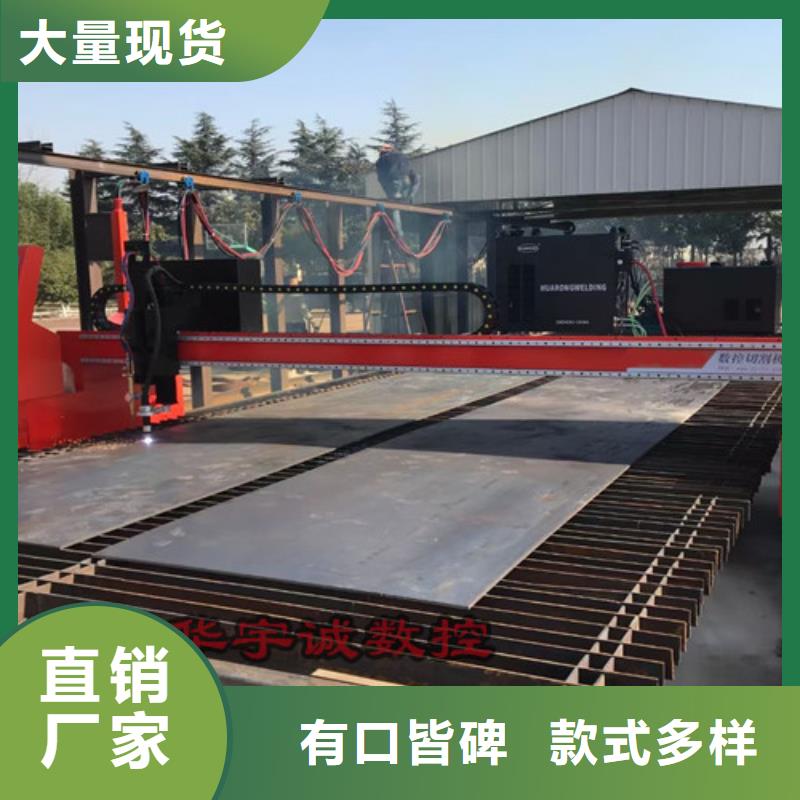
数控等离子切割机切割电流
数控等离子切割机切割电流重要的切割工艺参数,直接决定了切割的厚度和速度,即切割能力,造成影响,正确使用数控等离子机进行高质量的快速切割,必须对切割工艺参数进行深刻地理解和掌握。
1.切割电流加大,电弧力量增加,切割能力提高,切割速度是随之加大;
2.切割电流加大,电弧直径增加,电弧变粗使得切口变宽;
3.切割电流过大使得喷嘴热负荷加大,喷嘴过早地损坏,切割质量自然也下降,甚至无法进行正常割。
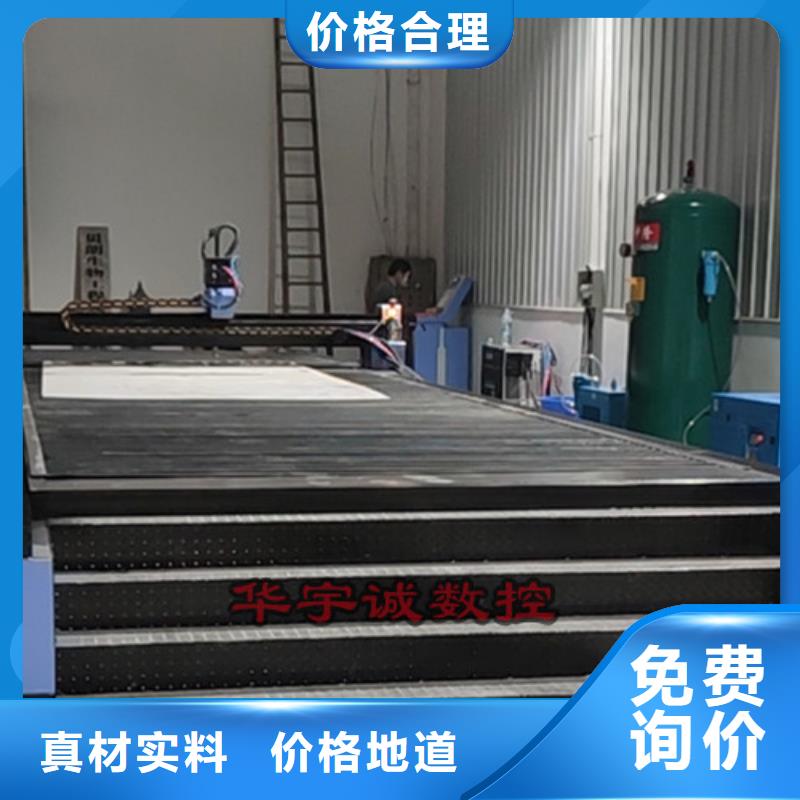
在等离子切割前选用电源的时候,不能选择太大或太小的电源。太大的电源,考虑在切割成本上是一种浪费,因为根本就用不了那么大的电流。也不能因为节约切割成本预算,选用等离子电源的时候,把电流的选择选得过小,这样在实际切割的时候也是不能达到自己的切割要求,这样对数控切割机本身是一种很大的伤害!锐特科技提醒您要根据材料的厚度正确选用切割电流和相应的喷嘴。
