

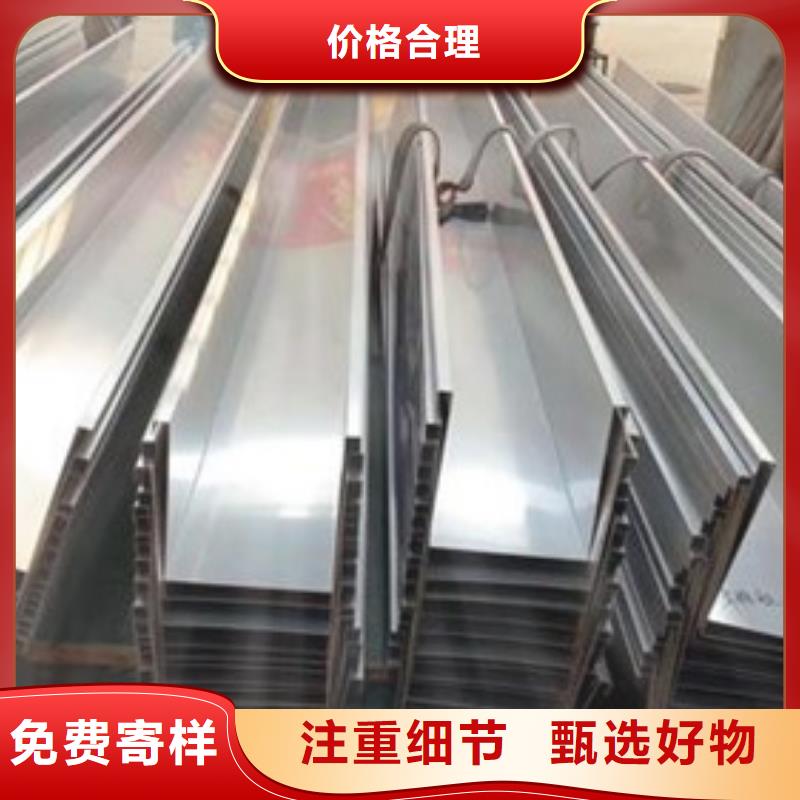
我们的现场实拍视频将带您走进钣金焊接钣金制品样品加工产品的世界,产品视频细节之美一览无余!
以下是:钣金焊接钣金制品样品加工的图文介绍

3避免激光焊接变形的有效对策为了激光焊接变形问题,不锈钢板焊接质量,可以从焊接工艺参数入手,具体操作方法如下:(1)积极引进正交实验法正交实验法主要是指一种通过正交表分析和安排多因素试验的数理统计方法。 通常情况下,激光焊接主要分为热导焊与深熔焊两类。2焊接变形产生的危害及影响焊接变形的主要因素影响焊接变形的主要因素有焊接电流、脉宽及遥。由此可见,加强对焊接变形的有效控制势在必行。其能够利用较少的试验获取有效的结果,并推断出实施方案。 同时,还能够进行深入分析,获取更多相关信息,为具体工作提供依据。一般选择焊接电流、脉冲宽度及激光等作为重点考察对象,将焊接变形视为指标,将其控制在值,并坚持合理原则,将因素水平控制在适当范围内。 如对于厚度为0.5mm的不锈钢板,电流可以控制在80~96I/A之间;为2~5f/Hz之间等。(2)正交表的选择通常情况下,试验因素水平数应与正交表中的水平数相一致,因素个数应小于正交表中的列数,合理设计正交表能够为后续研究工作提供相应支持和帮助。


在使用状态下以铁素体组织为主的不锈钢。含铬量在11%~30%,具有体心立方晶体结构。这类钢一般不含镍,有时还含有少量的Mo、Ti、Nb等到元素,这类钢具导热系数大,膨胀系数小、抗氧化性好、抗应力腐蚀优良等特点,多用于制造耐大气、水蒸气、水及氧化性酸腐蚀的零部件。这类钢存在塑性差、焊后塑性和耐蚀性明显降低等缺点,因而限制了它的应用。炉外精炼技术(AOD或VOD)的应用可使碳、氮等间隙元素大大降低,因此使这类钢获得广泛应用。 不管对于什么样的产品,生产工艺永远都是最重要的,一个好的生产工艺可以让产品变得更加出众和完善,304不锈钢板也是这样,并且在304不锈钢板系列的生产加工上面还有这非常多且严苛的要求。



阜阳中工金属材料有限公司主要经营 不锈钢板焊接。 公司始终把客户满意做为我们服务的目标,为客户提供一体化服务。公司借助深厚的行业经验和广泛的资源,不断开拓崭新的市场,努力构建完整的产业模式,始终坚持“一诺千金,双赢互利,品质永恒”的经营理念,专注 不锈钢板焊接行业,在业内具有良好的口碑和知名度。


03用1.5铈钨极棒,磨削的尖度要更尖,且使钨极棒伸出喷嘴的长度应尽量长些,这样会使母材更快的熔化,也就是说熔化温度上升更快,温度会更集中,能使我们对需要熔化的位置尽可能快的熔化,且不会让更多的母才温度上升,这样使材料的内应力发生变化的区域变小,终也使材料的变形也会。 那么解决不锈钢板焊接时烧穿、变形的措施有哪些下面就带大家一起来了解一下吧。04选择合理的焊接顺序,对于控制焊接残余变形尤为重要,对于对称焊缝的结构,应尽量采用对称焊接;不对称的结构,则采用先焊焊缝少的一则,后焊焊缝多的一侧。 使后焊的变形足以拟消前一侧的变形,以使总体变形减小。05装配尺寸力求接口间隙尽量小。间隙稍大容易烧穿或形成较大的焊瘤;06必须采用精装夹具力平衡均匀。焊接不锈钢薄板关键要注意:严格控制焊接接头上的线能量力求在能完成焊接的前提下尽量减小热量输入从而减小热影响区避免上述缺陷的出现。 304不锈钢板表面美观以及使用可能性多样化,耐腐蚀性能好,比普通钢长久耐用304不锈钢板耐腐蚀性好强度高,因而薄板使用的可能性大,耐高温氧化及强度高,因此能够抗火灾常温加工,即容易塑性加工。那么对304不锈钢板进行折弯加工有什么特点呢。



