

想要更直观地了解止水铜片-【抗裂纤维】真材实料诚信经营产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:止水铜片-【抗裂纤维】真材实料诚信经营的图文介绍
揭阳晶凯工程材料有限公司秉承、“品质、信誉、创新、服务”的经营理念,“质量为先,诚信为本”的企业宗旨。对【聚丙烯纤维】产品质量和服务精益求精,与客户双赢合作,共同发展。 美丽的【聚丙烯纤维】之都-----揭阳欢迎你!


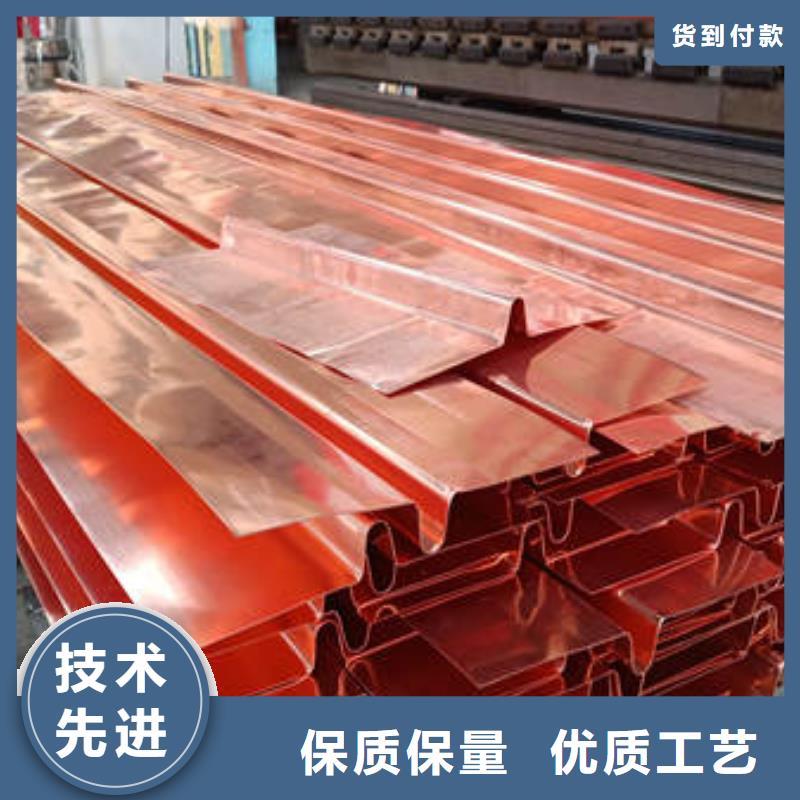
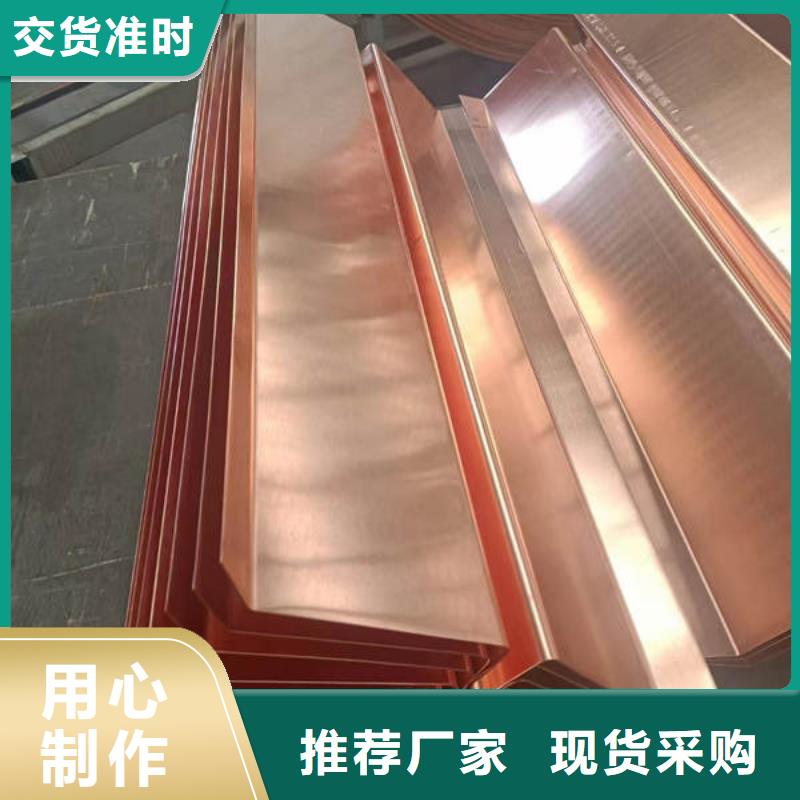
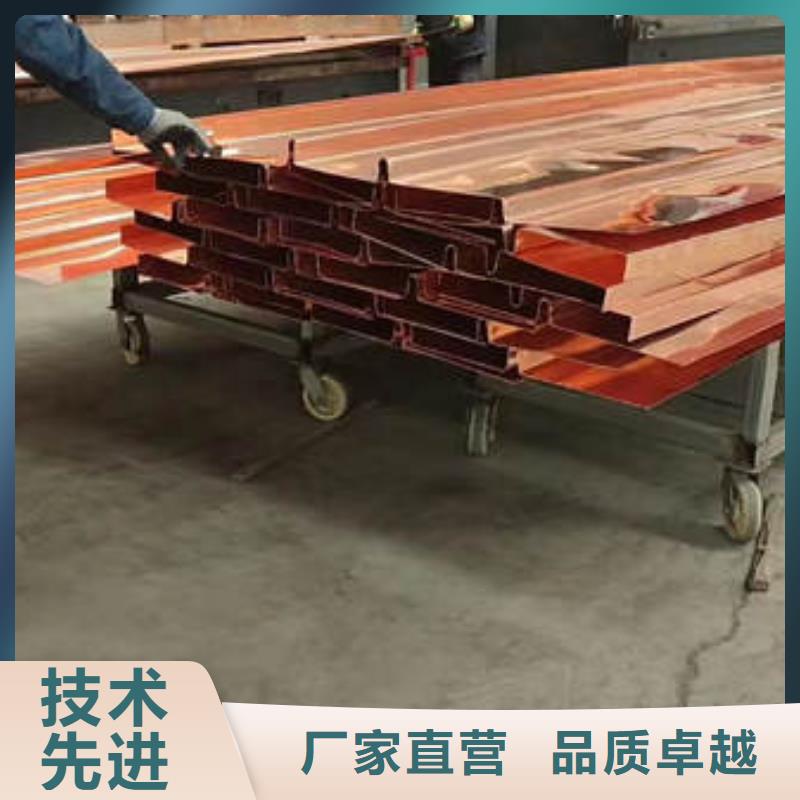
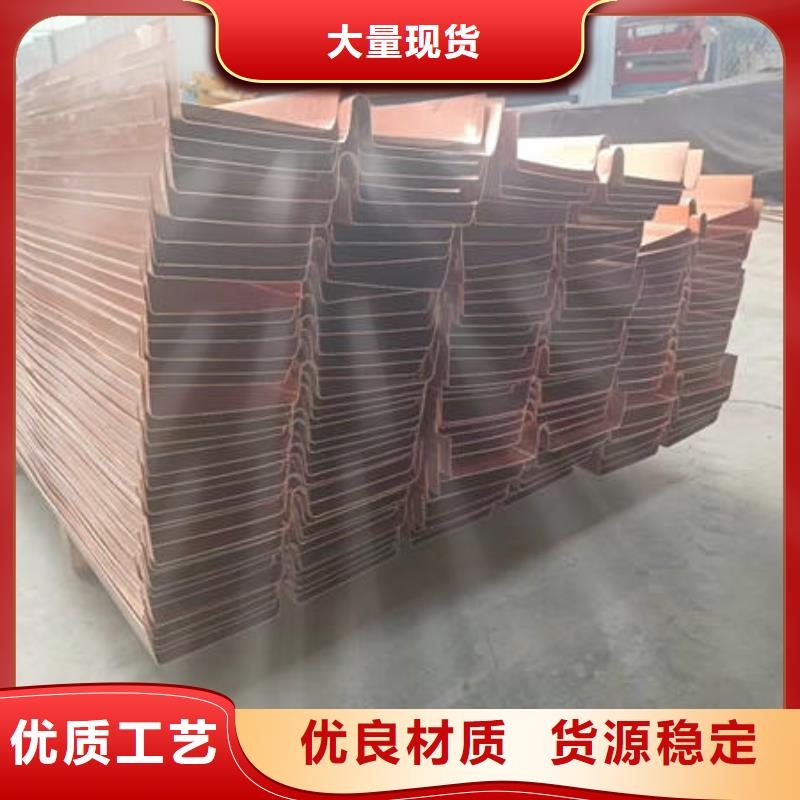
止水铜片安装注意事项: 1、安装止水铜片需严格按照标准设计图执行。同时要保证从事该项目的焊工考试合格,并在焊工进行作业时将焊样品递交给报请监理人,在得到其批准后才能进行焊接; 2、在施工过程中要注意防止钢筋、拉筋或其它钢结构接触止水; 3、铜止水的“T”形接头和“十”字接头不能在现场以外的地方进行施工,施工方也要严格控制焊工的焊接质量。 公司集产品的研究、开发、设计、制造于一体,技术力量雄厚,产品种类齐全,并与全国多家科研单位、大专院校、设计院建立了密切的协作关系。 公司主要生产止水铜片 铜止水。



退火工艺除了罩式炉退火,还可采用气垫式退火。气垫式退火主要用于薄带的退火,较钟罩式炉退火,其带材表面质量更优。气垫式退火有脱脂洗、退火、酸洗、清刷(抛光)、热水洗、钝化、烘干等功能。引起表面腐蚀的原因主要有清洗的水中CL含量过高、钝化剂残留在带材表面等;另外还会由于清刷工序中刷子质量、清刷压力等造成表面刷痕。由于气垫炉工序长,带材接触的辊子多,如果辊子表面黏有污物、破损等,带材表面会产生硌坑、麻点和小鼓包等物理缺陷。 止水铜片 铜止水清洗主要采用酸碱洗工序对带材表面进行清洗,主要有脱脂洗、热水洗、酸洗、清刷、热水洗、钝化和烘干等功能。该工序主要存在带材表面残油大、洗不净、清洗的水中Cl-含量过高及钝化剂残留,这些都会造成化学腐蚀斑痕;同时也存在表面刷痕等物理缺陷。


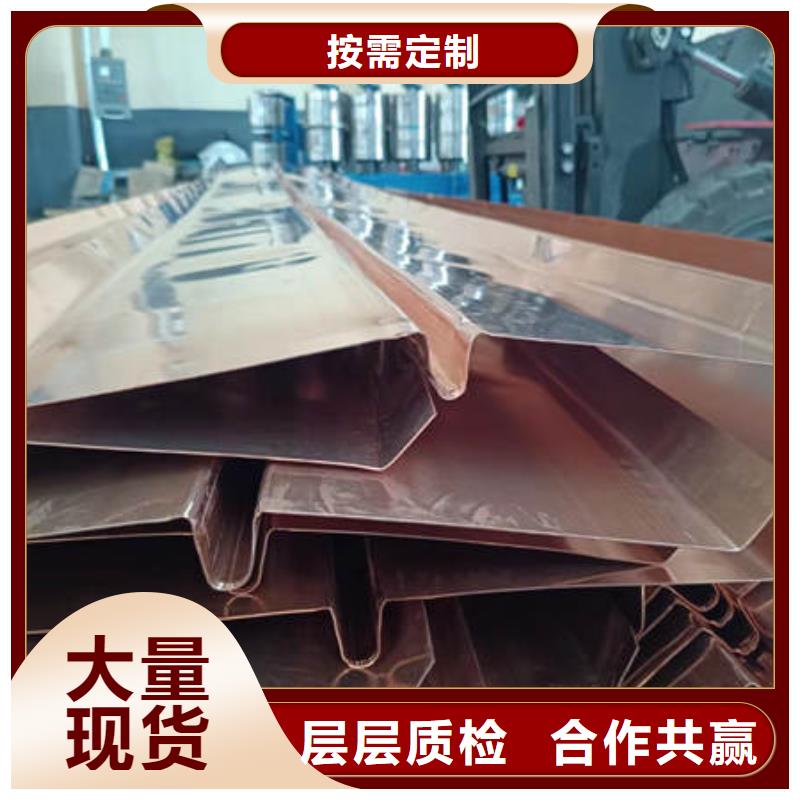
1.退火:为便于加工、焊接,铜片在使用前先进行退火处理。退火后延伸率将增加10~40%。2.成型:在自制模具上用千斤顶静压成型。3.焊接:在现场采用氧焊接长,焊接质量满足施工图纸要求。按照规范要求,搭接长度应不小于2cm,且应为双面焊接(包括“鼻子”部分)。4.伸缩段隔离剂:为了能使铜片止水的伸缩段即“鼻子”部分能自由伸屈,本身又不受损伤,按设计要求在U型槽内填平沥青麻丝。5.安装:紫铜止水片安装位置准确,紫铜止水片底部距离止水基座设计建基面10cm,其鼻子中心线与接缝中心线偏差为±5mm。6.检查:焊接接头表面应光滑,无砂眼或裂纹,不渗水。在现场焊接的接头,应逐个进行外观质量和渗透检测合格。止水铜片



纵剪工序容易产生的表面质量问题主要有表面擦伤、划伤及边部毛刺。擦划伤一方面与来料的卷紧度及卷取料的张力有关;另一方面由于纵剪的初始张力大多采用气垫压板的张力形式,该张力中毛毡或无纺布与带材直接接触且为滑动摩擦,因此一旦毛毡或无纺布上黏有铜屑、渣等物均会造成带材表面划伤.另外张力辊也同样会由于黏有铜屑等对带材造成划伤。止水铜片 在纵剪剪切中,带材边部会有毛刺,当剪床、剪刃的精度较高,剪刃间隙调整较好时毛刺较小,否则剪切毛刺较大,甚至超过0.1 mm,这些毛刺在通过气垫压板毛毡时,可能会由于摩擦力原因残留在毛毡上,这些毛刺同样会对带材表面产生划伤。另外当剪切工具匹配和调整不合理时,还容易出现剪刃压痕.剪刃压痕同样是用户不能接受的表面缺陷。

