


我们精心制作的【PE燃气管】,HDPE穿线管精工制作产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:【PE燃气管】,HDPE穿线管精工制作的图文介绍

除关闭炉具的开关外,还要牢记关闭燃气管线上的阀门。就可以。20℃静液压强度(环向应力20℃,80℃静液压强度(环向应力80℃,80℃静液压强度(环向应力80℃,耐慢速裂纹增长(80℃,0.8MPa,采用这种加工法的材料一般被粉碎成粉末料,使其在热循环中熔融并流动。滚塑使用两类PE:通用和可交联类。通用级MDPE/HDPE通常的密度范围从0.935到0.945g/CC,具有窄MWD,使产品具有高冲击性和小的翘曲,其熔体指数范围一般为3—8。更高MI品级通常不适用,因为它们不具备滚塑制品希望的冲击性和抗环境应力开裂性。高性能滚塑应用系利用其化学可交联品级的独特性能。这些品级在模塑周期的 段,流动性好。而后交联以形成其卓越的抗环境应力开裂性、韧性。耐磨性和耐气候性。可交联PE适用于大型容器,范围从500-gal运输各种化学品储罐到20,000-gal农用储箱。
PE管在生产过程中如果操作不当,会出现各种不同的影响管材使用或质量的问题,造成这种问题的原因有很多种,可能是由于操作人员的技术不成熟、原料原因以及机器设备故障等原因造成的。今天着重向大家介绍下造成PE管出现斑点的原因以及解决办法。1.由于定型套冷却水道堵塞导致水量不匀而造成有规律的麻点分布,这种情况下应清洗调节流道孔隙,以保证冷却水的匀成膜,从而避免麻点出现。2.由于机头或机筒中原料加热时间过长,机头和螺筒不清洁或加工温度太高或螺杆损伤都容易产生老化料,挤出时形成大的麻点而成凹洞,特别是在添加回用料时,这种情况应在停机1.5小时左右停加粉碎料,若停机后4小时不开机应迅速将温度降到150-200℃内。
限度的降低原料的分解程度,还应注意检查加工温度是否适应挤出要求。3.定型套的冷却水量不均匀造成PE管材表面麻点,Φ315以上各种规格管材或多或少都存在此类现象,原因是随口径的增大,定型套受冷却水分布受重力影响越大,所需冷却水量越大,形成完整水膜越困难,应调整各进水管的水流量,适当增大上部水流量或增大冷却效果差的部位的水流量。4.如果原料中存在难以塑化的杂质时,是会产生麻点的,并且这类麻点较大的话是可以看出麻点中部的杂质成分的,生产PE管时需提高加工温度或更换原料。5.如果原料潮湿,管材表面会产生小气泡,定型后便形成麻点,这时观察这类麻点可以发现,在挤出的反方向上有拉伸形成的小尾巴,这时就需要对原料烘干处理。6.水量太大造成管材表面麻点,这种情况主要发生在孔式定型套上,由于定型套内部流道不分区,水由重力作用下部分水压较大,水量较多,而上部水量较小,管材表面较软,造成水压大的地方出现麻点。
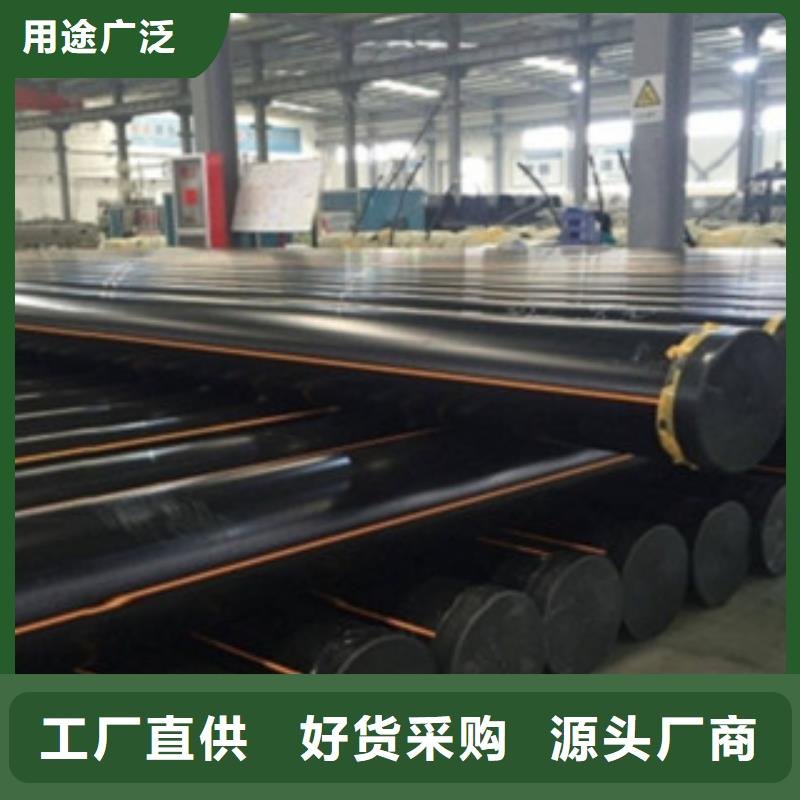
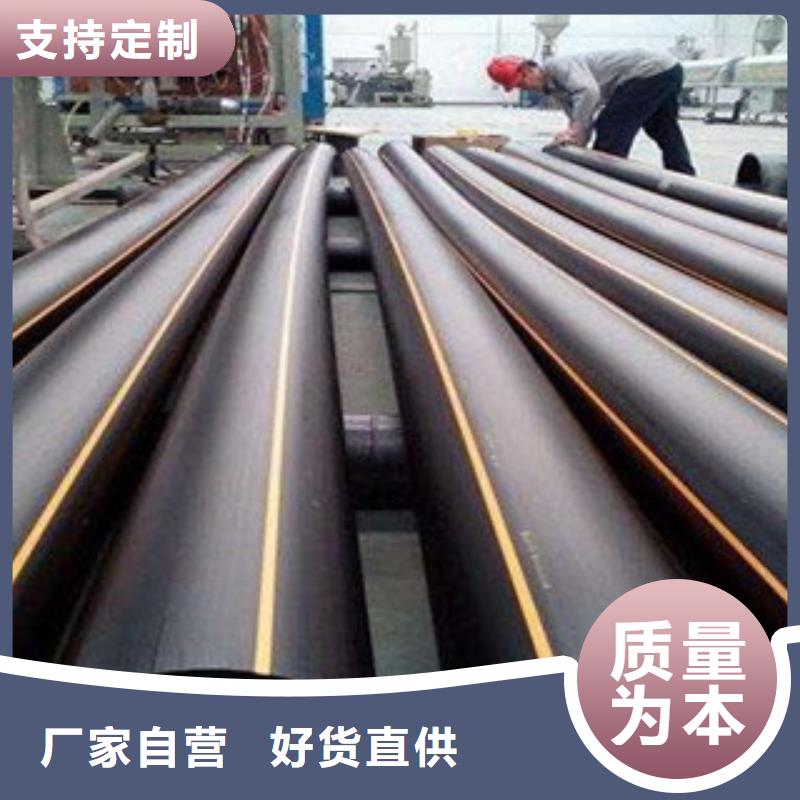
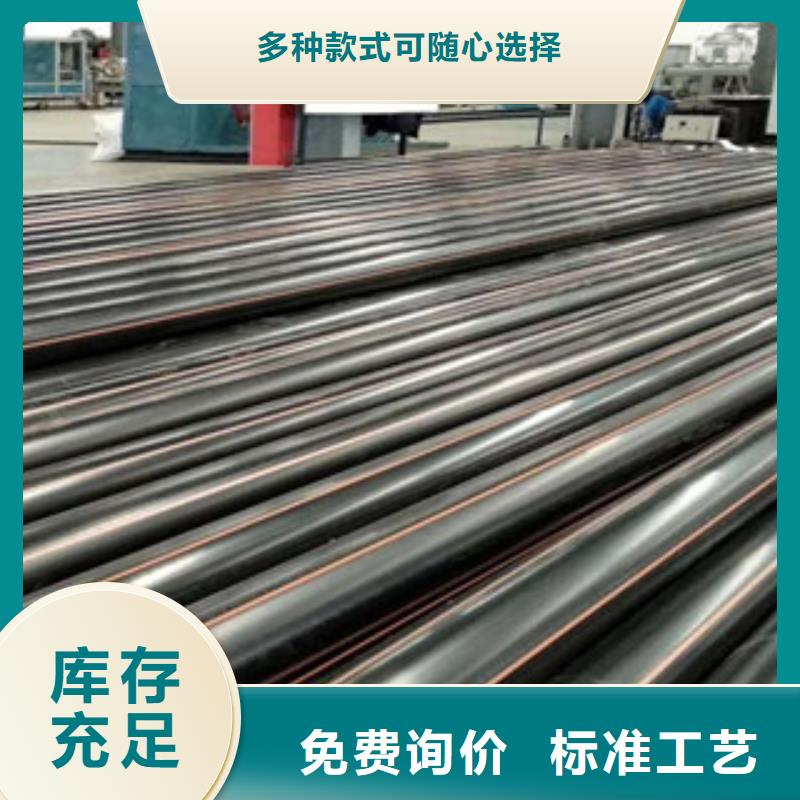
PE是聚乙烯的简称,PE管发展前景令人瞩目,并且PE管的应用范围很广,其中给水管和燃气管是两个市场。PE燃气管的性能特点:1.低温抗冲击性能好??2.抗应力开裂性能好??3.耐化学腐蚀性好,耐酸,耐碱??4.耐老化,使用寿命长?5.耐磨性能好?6.内壁光滑,水流阻力小?7.质量较轻,搬运和安装方便?8.不添加重金属等,材料无害,卫生?9.连接性能可靠应用的领域包括:城市自来水管道,城乡自来水管道,化工食品等工厂的液体材料输送管,农田灌溉管道,电力电线保护管,矿山砂浆的输送管等等,使用范围是很广泛的。
PE管在生产过程中如果操作不当,会出现各种不同的影响管材使用或质量的问题,造成这种问题的原因有很多种,可能是由于操作人员的技术不成熟、原料原因以及机器设备故障等原因造成的。今天着重向大家介绍下造成PE管出现斑点的原因以及解决办法。1.由于定型套冷却水道堵塞导致水量不匀而造成有规律的麻点分布,这种情况下应清洗调节流道孔隙,以保证冷却水的匀成膜,从而避免麻点出现。2.由于机头或机筒中原料加热时间过长,机头和螺筒不清洁或加工温度太高或螺杆损伤都容易产生老化料,挤出时形成大的麻点而成凹洞,特别是在添加回用料时,这种情况应在停机1.5小时左右停加粉碎料,若停机后4小时不开机应迅速将温度降到150-200℃内。
限度的降低原料的分解程度,还应注意检查加工温度是否适应挤出要求。3.定型套的冷却水量不均匀造成PE管材表面麻点,Φ315以上各种规格管材或多或少都存在此类现象,原因是随口径的增大,定型套受冷却水分布受重力影响越大,所需冷却水量越大,形成完整水膜越困难,应调整各进水管的水流量,适当增大上部水流量或增大冷却效果差的部位的水流量。4.如果原料中存在难以塑化的杂质时,是会产生麻点的,并且这类麻点较大的话是可以看出麻点中部的杂质成分的,生产PE管时需提高加工温度或更换原料。5.如果原料潮湿,管材表面会产生小气泡,定型后便形成麻点,这时观察这类麻点可以发现,在挤出的反方向上有拉伸形成的小尾巴,这时就需要对原料烘干处理。6.水量太大造成管材表面麻点,这种情况主要发生在孔式定型套上,由于定型套内部流道不分区,水由重力作用下部分水压较大,水量较多,而上部水量较小,管材表面较软,造成水压大的地方出现麻点。
PE是聚乙烯的简称,PE管发展前景令人瞩目,并且PE管的应用范围很广,其中给水管和燃气管是两个市场。PE燃气管的性能特点:1.低温抗冲击性能好??2.抗应力开裂性能好??3.耐化学腐蚀性好,耐酸,耐碱??4.耐老化,使用寿命长?5.耐磨性能好?6.内壁光滑,水流阻力小?7.质量较轻,搬运和安装方便?8.不添加重金属等,材料无害,卫生?9.连接性能可靠应用的领域包括:城市自来水管道,城乡自来水管道,化工食品等工厂的液体材料输送管,农田灌溉管道,电力电线保护管,矿山砂浆的输送管等等,使用范围是很广泛的。


茂名润星电力管材有限公司主要生产 CPVC电力管。公司本着低价经营,质量为先的销售原则,让客户买的放心,用的舒心!诚信、专业、是我们的服务宗旨,开拓创新,与时俱进是我们的核心价值观。我们将竭诚为新老客户提供过硬的产品和优质的服务,也竭诚欢迎广大新老客户来电、来函,来人洽谈业务,指导工作!
服务三保: 保证质量、保证时间、保证数量。
服务宗旨: 雄厚的实力、优质的产品、低廉的价格、的服务。
郑重承诺: 保证以优质的产品、过硬的质量、实诚的价格、完善的服务来答谢新老顾客的信赖。
经营原则: 顾客至上、质量优良、品种齐全、价格合理。



在燃气输配设计中,城市燃气管道有钢管、铸铁管等多种。但随着时间的推移,金属管材耐腐蚀性差、成本高、运输安装不便的缺点逐渐显露出来,于是人们已把眼光投向了塑料管材。聚乙烯管(以下简称PE管)是新一代的PE燃气管厂家,它是以聚乙烯为主要原料,经挤压成型的管材,它与传统的金属管相比,具有耐腐蚀;重量轻,密度仅是钢材的l/8;使用寿命长,可达到50年;强度高、韧性好,可经受地层变化而不断裂;施工简便等优点,是燃气管道更新换代的新产品。
PE管在国外已有几十年的使用历史, 世界上经济发达 从上世纪40年代末已开始研究PE管,并应用在燃气工程中;从60年代起相继在燃气输配系统中应用PE管;且使用比例逐步扩大。目前,国际上欧、美、日等发达 和地区已全部采用PE燃气管厂家。1988年在慕尼黑的国际煤联(IGU)输配委员会会议上一致认为:“采PE燃气管为原料的埋地燃气管道质量可靠、运行、维护简便、费用经济”。
PE燃气管关于在生产过程中的执行 标准有以下息:在全国塑料制品标准化技术委员会塑料管材、管件及阀门分技术委员会(TC48/SC3)的组织下,新版GB15558.1《聚乙烯PE燃气管材》 标准已修订完成。2015年12月31日 标准委在第43号公告中正式发布,并将在2017年1月1日正式实施。
相对于现行版本GB 15558.1-2003,主要技术变化如下:增加了管材类型,由原来单一实壁管材增加至两种类型管材(单层实壁管材和管材外壁包覆可剥离热塑性防护层管材)。明确了混配料的定义,增加了混配料的颜色要求,增加了混配料颜色要求。聚乙烯(PE)混配料的颜色应为黑色(PE80或PE 100)、黄色(PE80)或橙色(PE 100)。
修改了混配料与管材的相关性能要求,具体包括:(1)增加了混配料的80℃长期静液压强度曲线不允许在5000h前出现拐点的要求。(2)炭黑分散/颜料分散增加了外观级别的要求。(3)以管材形式测定的混配料性能增加了耐候性要求,耐慢速裂纹增长性能要求由165h提高至500h。(4)增加了混配料的熔接兼容性要求,增加了聚乙烯(PE)混配料的改变要求。(5)修改了回用料要求,允许少量使用来自本厂的同一牌号的生产同种产品的清洁回用料。规格尺寸要求中 平均外径删去等级A,SDR系列删去了SDR 17.6系列,增加了SDR17、SDR 21、SDR 26系列,修改了小口径管材小壁厚要求。管材力学性能中静液压强度(20℃,100 h)试验参数PE100 环应力由12.4MPa 改为12.0MPa,删去耐候性要求,耐慢速裂纹增长(切口试验)的性能要求由165h 提高至不小于500 h,增加了耐慢速裂纹增长的锥体试验,增加了压缩复原要求,增加了对接熔接接头的系统适用性要。
PE管在国外已有几十年的使用历史, 世界上经济发达 从上世纪40年代末已开始研究PE管,并应用在燃气工程中;从60年代起相继在燃气输配系统中应用PE管;且使用比例逐步扩大。目前,国际上欧、美、日等发达 和地区已全部采用PE燃气管厂家。1988年在慕尼黑的国际煤联(IGU)输配委员会会议上一致认为:“采PE燃气管为原料的埋地燃气管道质量可靠、运行、维护简便、费用经济”。
PE燃气管关于在生产过程中的执行 标准有以下息:在全国塑料制品标准化技术委员会塑料管材、管件及阀门分技术委员会(TC48/SC3)的组织下,新版GB15558.1《聚乙烯PE燃气管材》 标准已修订完成。2015年12月31日 标准委在第43号公告中正式发布,并将在2017年1月1日正式实施。
相对于现行版本GB 15558.1-2003,主要技术变化如下:增加了管材类型,由原来单一实壁管材增加至两种类型管材(单层实壁管材和管材外壁包覆可剥离热塑性防护层管材)。明确了混配料的定义,增加了混配料的颜色要求,增加了混配料颜色要求。聚乙烯(PE)混配料的颜色应为黑色(PE80或PE 100)、黄色(PE80)或橙色(PE 100)。
修改了混配料与管材的相关性能要求,具体包括:(1)增加了混配料的80℃长期静液压强度曲线不允许在5000h前出现拐点的要求。(2)炭黑分散/颜料分散增加了外观级别的要求。(3)以管材形式测定的混配料性能增加了耐候性要求,耐慢速裂纹增长性能要求由165h提高至500h。(4)增加了混配料的熔接兼容性要求,增加了聚乙烯(PE)混配料的改变要求。(5)修改了回用料要求,允许少量使用来自本厂的同一牌号的生产同种产品的清洁回用料。规格尺寸要求中 平均外径删去等级A,SDR系列删去了SDR 17.6系列,增加了SDR17、SDR 21、SDR 26系列,修改了小口径管材小壁厚要求。管材力学性能中静液压强度(20℃,100 h)试验参数PE100 环应力由12.4MPa 改为12.0MPa,删去耐候性要求,耐慢速裂纹增长(切口试验)的性能要求由165h 提高至不小于500 h,增加了耐慢速裂纹增长的锥体试验,增加了压缩复原要求,增加了对接熔接接头的系统适用性要。


使电熔管件内表面和承插管材的外表面达到合理的熔化温度,升温膨胀产生焊接压力,冷却后熔为一体,达到焊接目的。热熔连接不需要额外管件,但对管径、管材有一定的要求,要求管道外径≥90mm或壁厚>6mm,且不同材料级别、不同壁厚、熔体质量流动速率差大于规定值的管材、管件禁止使用热熔对接。热熔焊接缺点是对接比较困难,对操作人员的技术水平要求很高,且热熔焊机体积大,重量大,搬运困难,在管沟内进行热熔连接,管沟需加宽加大。电熔连接方法对管径、管材没有严格要求,可连接不同材料级别及不同壁厚的管材、管件。但需要额外管件,因而增加管道造价,大口径的电熔管件造价相当高。电熔焊机一般为全自动型,操作人员出错的概率相对减小。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。



