
我们的现场实拍视频将带您走进9cr2mo、120圆钢产品的世界,产品视频细节之美一览无余!
以下是:9cr2mo、120圆钢的图文介绍

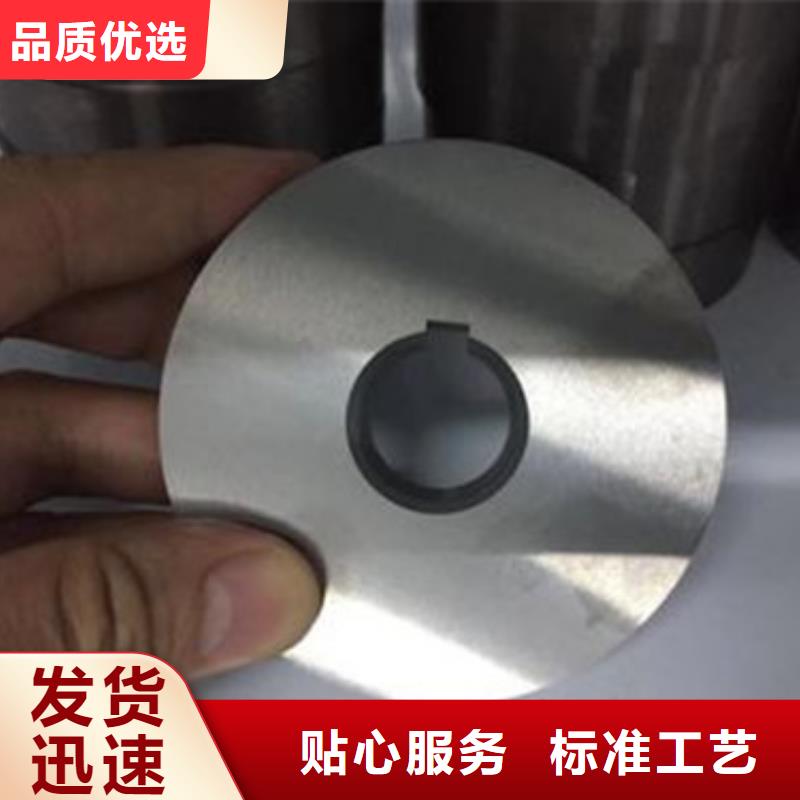
1)仔细观察轧辊表面是否有裂纹、颜色异常、粘钢、压痕等现象;一般用肉眼检查轧辊表面光洁度和氧化膜状况,根据所轧产品表面质量的要求来决定是否可继续使用。
2)初期试用辊换下后可手工探伤,确无问题后可再上机使用,以摸索规律,积累经验;在机正常使用切 步检查无问题的轧辊也可不探伤;
3)初试用辊在轧制两个星期后吊入磨辊间,在磨床上测量辊型,做好磨削曲线记录,并与原始曲线对比,决定是否再上机使用。
型钢轧辊报废标准
一、开坯
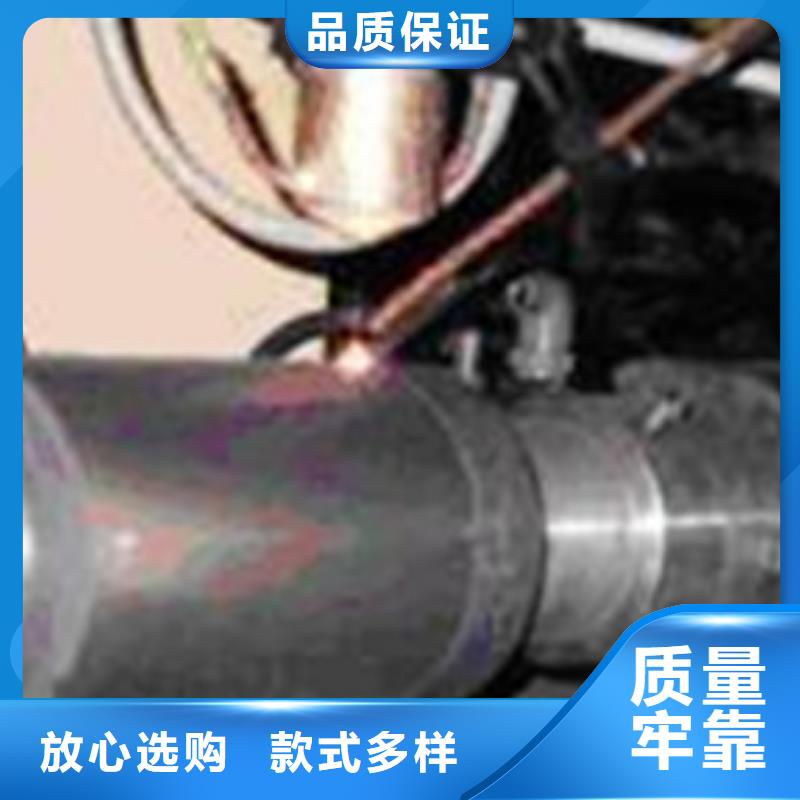
1、如有探伤仪器,按照轧辊裂纹(水纹)深度达40mm,达到断辊极限,即报废。
2、开坯槽钢新辊轧制12000吨堆焊。
开坯角钢新辊一线轧制30000吨堆焊。
开坯角钢新辊二线轧制28000吨堆焊。
开坯槽钢轧辊堆焊后一次轧制10000吨再堆焊。
开坯槽钢轧辊堆焊后一次轧制18000吨再堆焊。


成分均匀的高质量轧辊。锻钢轧辊比同类铸造轧辊有更好的强韧性、表面硬度均匀性和抗疲劳性能。(表1)为适应不同轧机和轧制条件的具体要求,可在轧辊用钢中加入不同合金元素,提高轧辊使用性能。一定含量的碳和合金元素对锻钢辊组织和性能有如下不同的作用:碳能增加轧辊硬度和强度,降低塑性,提高耐磨性;锰能增加淬透性和强度;硅起脱氧作用并提高强度;铬能增加淬透性和强度,提高耐磨性;钼能增加淬透性、强度和热硬度;钒能控制钢的晶粒度,增加强度。常用锻钢热轧辊和支承辊的主要化学成分见表2。
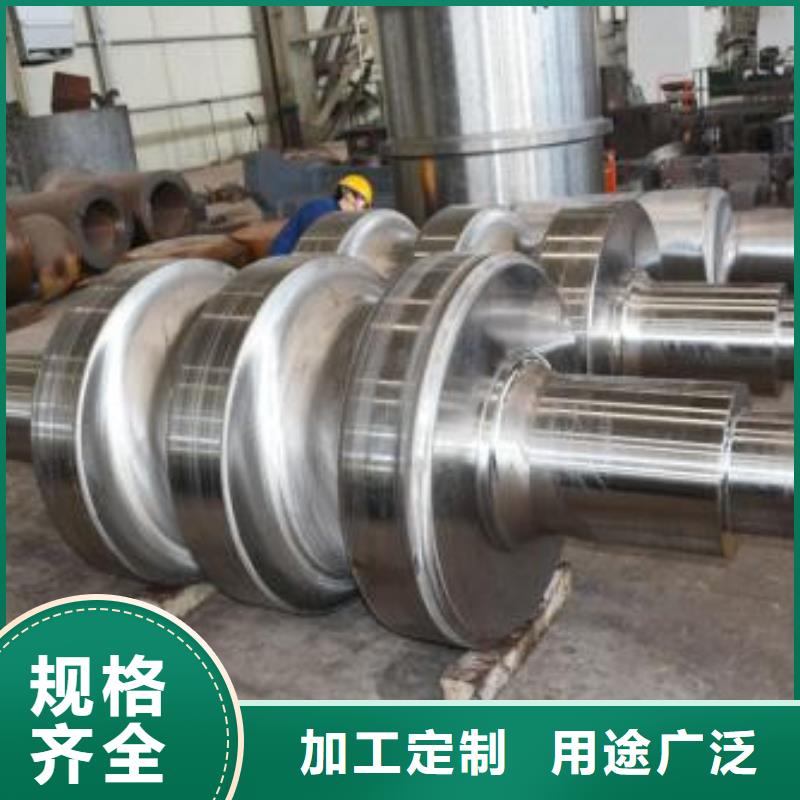
锻钢轧辊的生产过程包括冶炼、铸锭、锻造、锻后热处理、粗加工、最终热处理、精加工等主要工序。生产锻造轧辊所选用的设备以及工艺参数的选择和控制必须保证满足成品轧辊对化学成分、力学性能、组织、冶金质量、尺寸公差、内应力分布以及表面状态等的要求。
锻钢轧辊的生产过程包括冶炼、铸锭、锻造、锻后热处理、粗加工、最终热处理、精加工等主要工序。生产锻造轧辊所选用的设备以及工艺参数的选择和控制必须保证满足成品轧辊对化学成分、力学性能、组织、冶金质量、尺寸公差、内应力分布以及表面状态等的要求。



西安新物通物资有限公司以生产制造【弹簧钢厂家、310S不锈钢管、316不锈钢管、不锈钢管生产厂家】为依托,大力拓展上下游相关产业,并逐步将每个产业发展完善,公司目标是将整个产业集团打造成国内百强企业。


(2)高碳钢(0.7%~1.0%C)轧辊可经正火回火处理或调质处理后用作支承辊。当支承辊辊身硬度要求很高时则需用淬火回火处理,淬火回火后的硬度可达70~80HS,淬硬层深度小于50mm。淬火至高硬度的锻钢辊用作板带钢冷轧工作辊、中间辊、平整辊和有色金属(铝、铜、锌)冷轧辊。
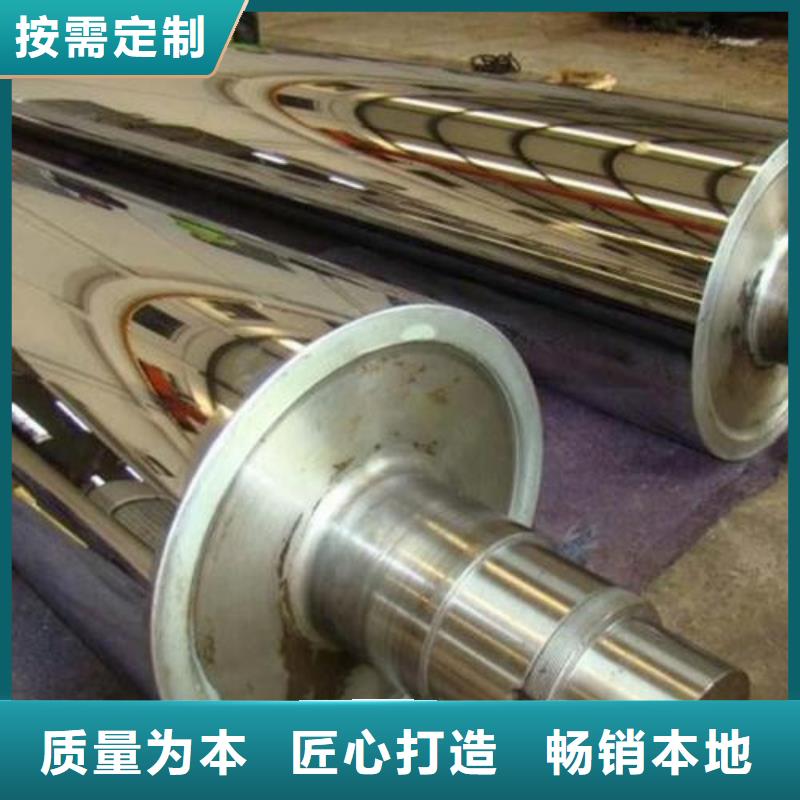
机加工 轧辊的粗加工在轧辊车床上完成。为了保证尺寸精度,广泛使用数控机床加工最终热处理前还要进行超声波探伤。轧辊中心孔的加工与否取决于轧机设计、淬火要求、检验结果等一系列因素。最终热处理后毛坯精加工成规定尺寸、表面精度和粗糙度的成品轧辊。精加工包括车、钻、铣、磨等工序。成品轧辊经过硬度、尺寸、组织、性能等一系列检查后提供使用。
锻钢冷轧辊,外文名为Forged steel cold roll,应该储存在干燥通风的室内。
机加工 轧辊的粗加工在轧辊车床上完成。为了保证尺寸精度,广泛使用数控机床加工最终热处理前还要进行超声波探伤。轧辊中心孔的加工与否取决于轧机设计、淬火要求、检验结果等一系列因素。最终热处理后毛坯精加工成规定尺寸、表面精度和粗糙度的成品轧辊。精加工包括车、钻、铣、磨等工序。成品轧辊经过硬度、尺寸、组织、性能等一系列检查后提供使用。
锻钢冷轧辊,外文名为Forged steel cold roll,应该储存在干燥通风的室内。



