


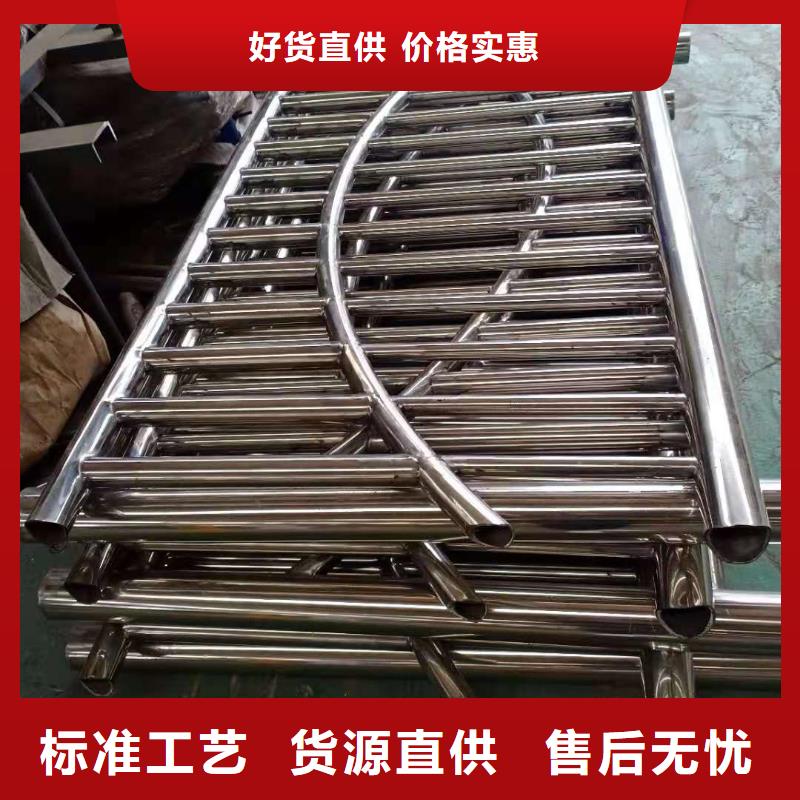




不锈钢复合管在安装到桥梁上的时候一定要注意维护和维护,提升各种的使用性能,增加使用效率(efficiency),更好地保证性能和应用的发挥。桥梁护栏设置于桥梁上的护栏。其目的是为了防止失控车辆越出桥外,具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能。
防撞护栏施工时应准确掌握各种设施的资料,特别是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下设施造成任何破坏。如遇地下通讯管线、泄水管或涵顶填土深度不足时,应调整立柱位置道路防撞护栏,或改变立柱固定方式。
防撞护栏由于受到水的影响,也会出现各种各样的生锈和腐蚀(释义:指腐烂、消失、侵蚀等)的,不但比较难看,很多的性能都不会发挥出来,时间一长的话,防撞护栏就会出现各种各样的问题,直接影响到使用对于防撞护栏要进行防水,这个时候就要进行增加防水材料比较好。

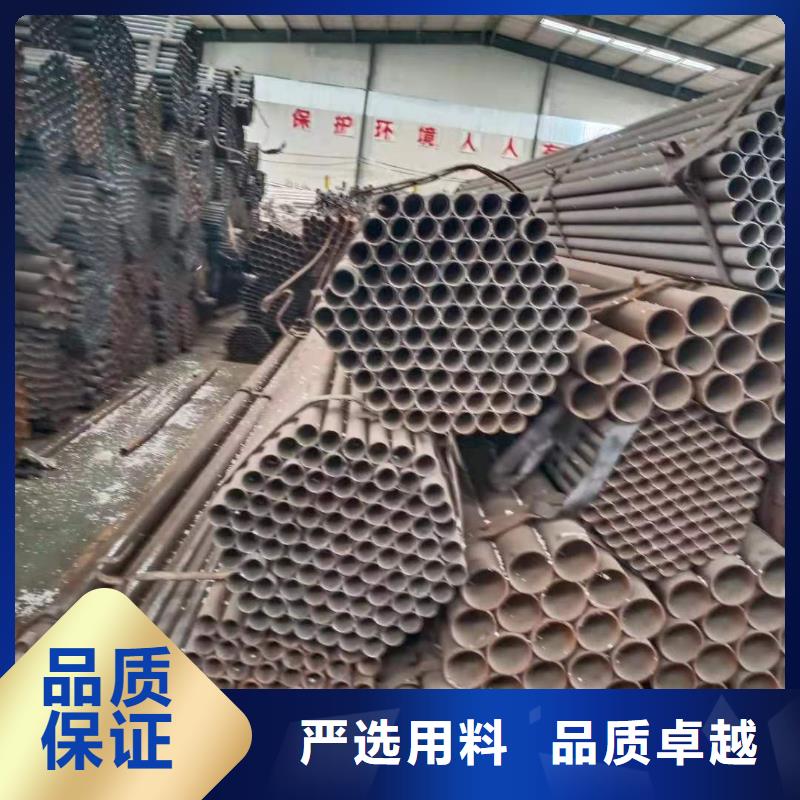
不锈钢复合管的压力是比较大的,而且它不容易变形,色泽又是比较光亮的,对于不锈钢复合管的各种的耐磨性能比较好,各种的应用都是比较广泛的。不锈钢复合管虽然是比较坚固,也是比较耐用,但是它在使用中还是出现了很多的问题的,比较常见的就是不锈钢复合管变形,在护栏和栏杆上是***能看出来的,常见的不锈钢变形是一个比较重要的问题,也是影响使用和形象的一个比较重要的因素之一。
可是随着时间的流逝,不锈钢复合管已经走进了,越来越多的行业当中。然而不同的行业,对于不锈钢复合管的性能要求,都是有着一定的不同。但所有的行业,都是有着一个特性,那就是在购买了不锈钢复合管之后,并不会直接使用。尤其是在一些制造行业中,都需要对于不锈钢复合管,进行一些后续的加工之后,才会投入到使用。但并不是所有的不锈钢复合管,都可以承受,一些复杂的手续加工。但是精密不锈钢复合管不同,这种不锈钢复合管可以,承受多种复杂的变形加工。一般的不锈钢复合管,在折叠了之后,就会在不锈钢复合管的表面,形成各种各样的折线

内衬不锈钢复合管钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3 焊前应采用机械方法及有机溶剂,清除焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
推荐采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时推荐采用直流电焊机。
焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。
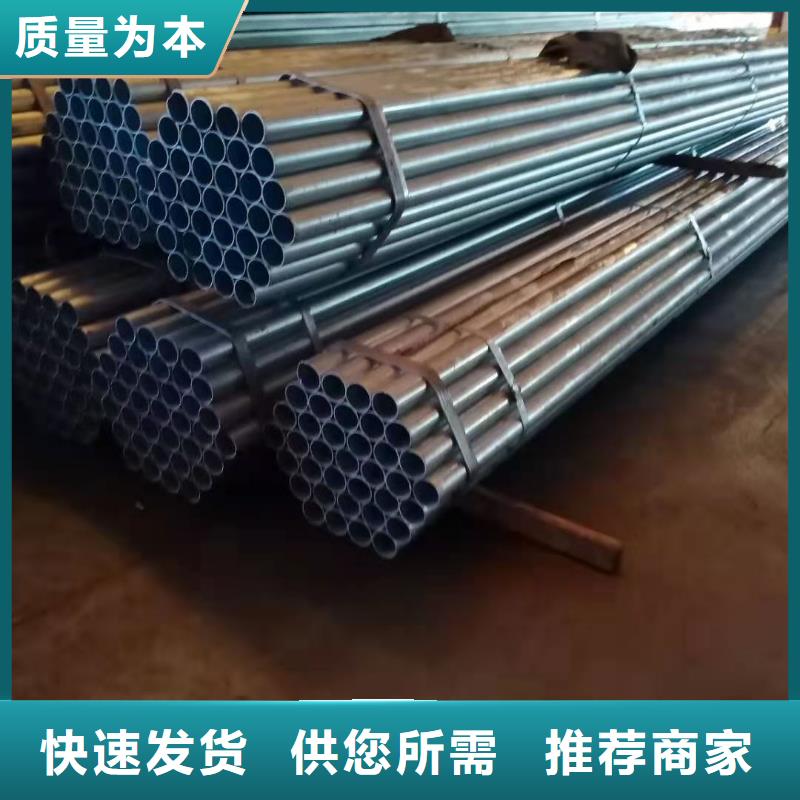
不锈钢复合管包裝规定,不锈钢复合管的包裝规定基础分两大类:油浸式变压器一类是通用型打捆,另一类是带塑料周转箱相近的器皿装车打捆包裝应防止不锈钢复合管在打捆和运送全过程中受损害,打捆标识牌要统一一致。同一捆不锈钢复合管应是同炉号(生产批号)、同钢级、同规格型号的不锈钢复合管,不可混炉(生产批号)打捆,不够一捆的应 做成小捆。每捆不锈钢复合管的净重不可超出 50kg。经客户允许能够提升捆重,但******不可以超出 80kg。针对平端不锈钢复合管打捆时,一端解决齐,居中web端管端相距低于 20mm 每捆不锈钢复合管的长短差低于 10mm,但依照一般长短订购的不锈钢复合管每捆不锈钢复合管的长短差低于5mm,一捆不锈钢复合管中***多和次长的不超出 10mm。打捆方式不锈钢复合管长短小于 6m,每捆打***少 8 道捆绑带,分为 3 组,做成 3-2-3;不锈钢复合管长短低于 6m,每捆***少打 5 道捆绑带

