





大庆焊管工艺流程
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。
产品特点
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
大庆焊管常用材质为:Q235A,Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊管因其材质和用途不同而分为如下若干品种:
GB/T3091-2008(低压流体输送用焊接钢管):主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。其代表材质为:Q235A级钢。
声测管的其他用途
声测管除了用作检测通道及取代一部分钢筋截面外,还可作为桩底压浆的管道。试验证明,经桩底浆处理的灌注桩,可大幅度提高其承载力。同时声测管还可作为事故桩缺陷冲洗与压浆处理的管道,这时需采取措施把需压浆的缺陷部位的管道打穿。
超声波透射法检测,对声测管总体的要求是:接头牢靠不脱开,密封不漏浆;管壁平整不打折,平顺无变形;管体竖直不歪斜;管内畅通无异物。
当大庆声测管材料或安装工艺较差时,可能造成漏浆、堵管、断裂、弯曲、下沉、变形等事故的发生,对超声波透射法进行桩基完整性检测产生较大影响,甚至于无法进行超声波透射法检测。
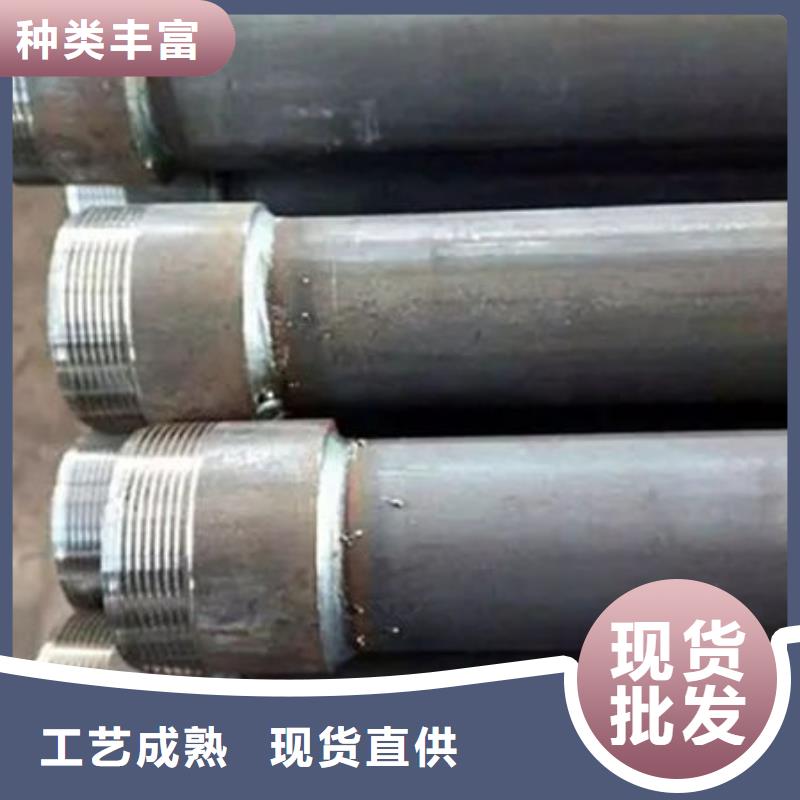
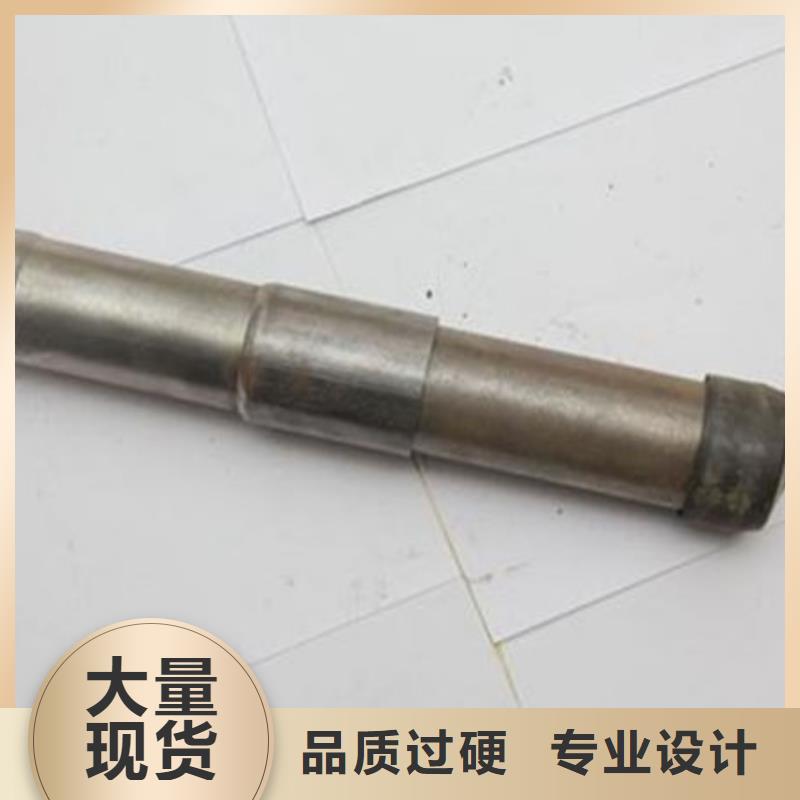
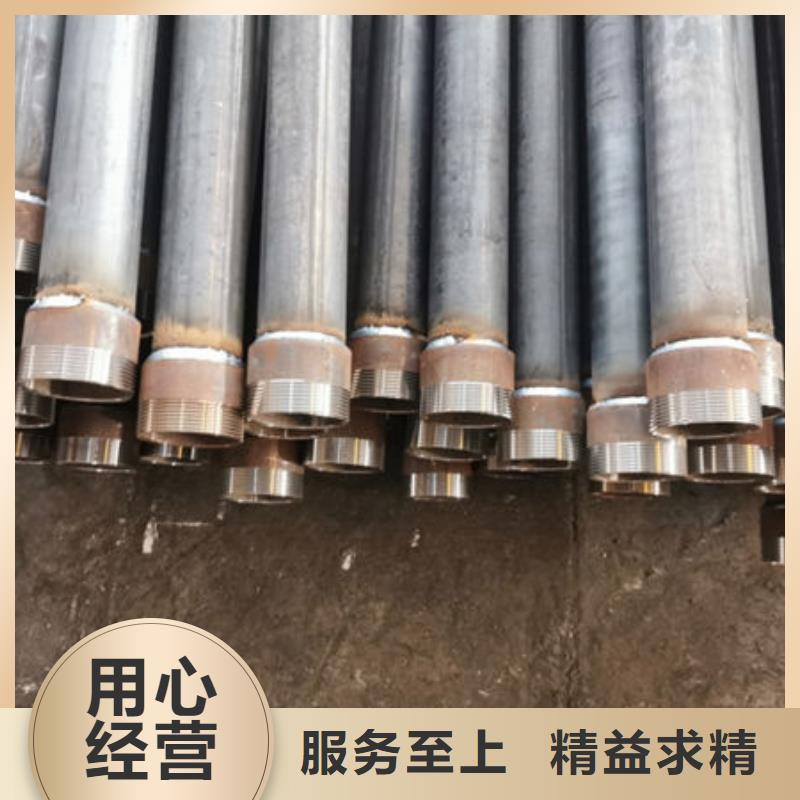
大庆声测管的按照
a)钢管的套接;b)波纹管的套接
1-钢筋;2-声测管;3-套接管;4-箍筋;5-密封胶布
埋置布置
布置声测管的埋置数量及其在桩的横截面卜的布局应考虑检测的控制面积。
一般桩径不大于0.8m时,沿直径布置两根;桩径大于0.8m且不大于1.6m时,布置3根,呈等边三角形;桩径大于1.6m时,布置4根,呈正方形。声测管材质的选择,以透声率较大、便于安装及费用较低为原则。
声脉冲从发射换能器发出,通过耦合水到达水和声测管管壁的界面,再通过管壁到达声测管管壁与混凝土的界面,穿过混凝土后又需穿过另一声测管的两个界面而到达接收换能器。
