



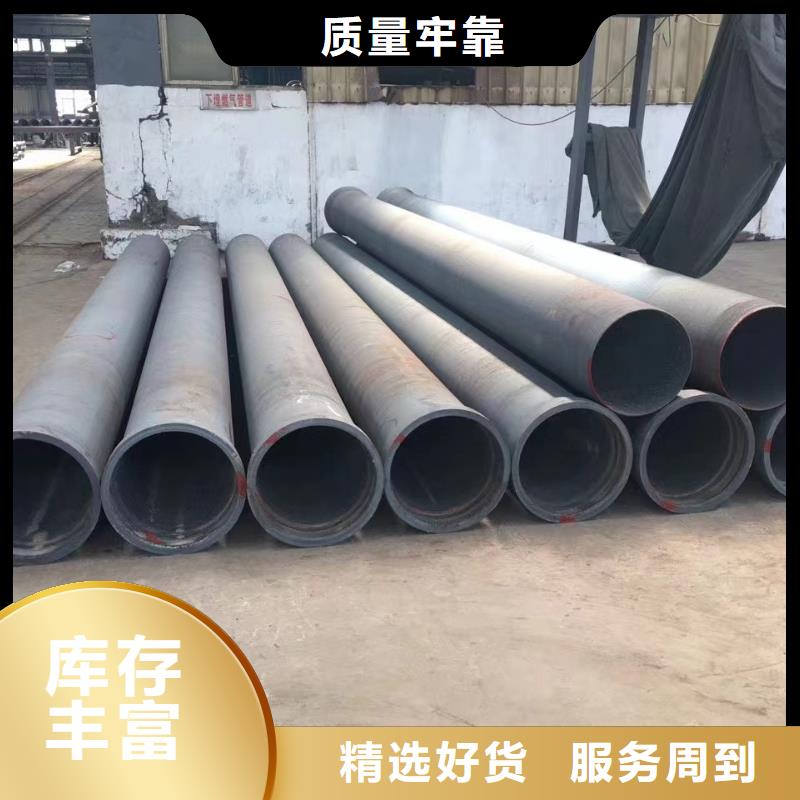
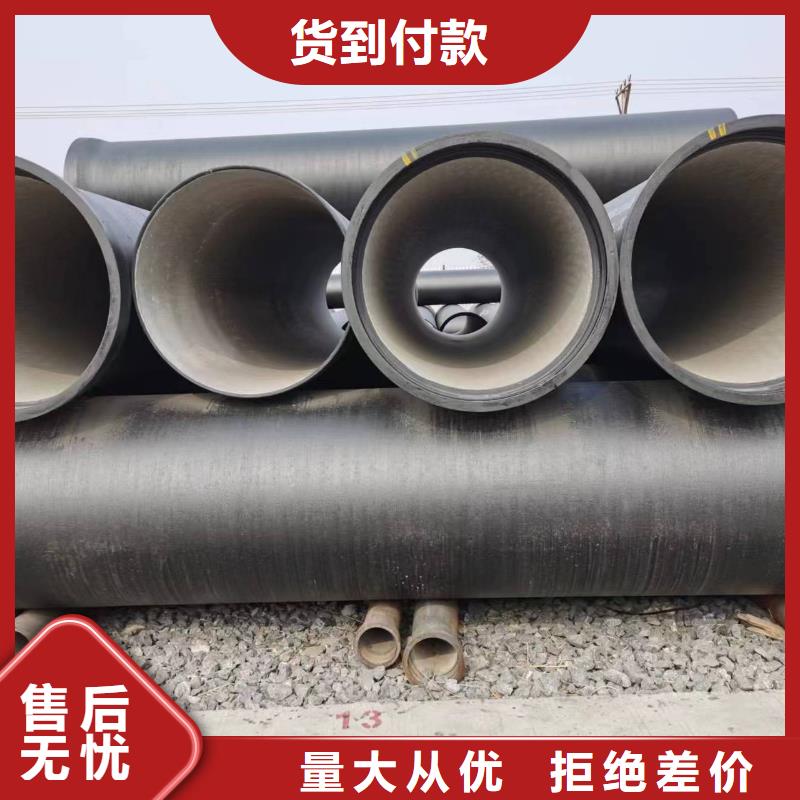
无需繁琐的文字描述,观看我们的视频,让自铆式连接/DN100球墨铸铁管产品一览无余!
以下是:自铆式连接/DN100球墨铸铁管的图文介绍

对影响铸态铁素体球墨铸铁型材质量的因素,分析了QT450-10球墨铸铁棒铁素体球墨铸铁件铸态率低的原因,通过调整化学成分、改进二次孕育、降低铁液w(S)量、适当降低球化剂w(Mg)量、延长铸件冷却时间、控制薄壁件的过冷倾向及加强过程控制等方面对工艺进行改进,结果显示:铸态率提高到98%以上,铸态球墨铸铁抗拉强度可达到460~480 MPa,超过了退火件的抗拉强度(410~430 MPa),提高了铸件力学性能.铸态率的提高,不仅降低了生产成本,还缩短了生产周期,减轻了工作量,提高了生产效率.


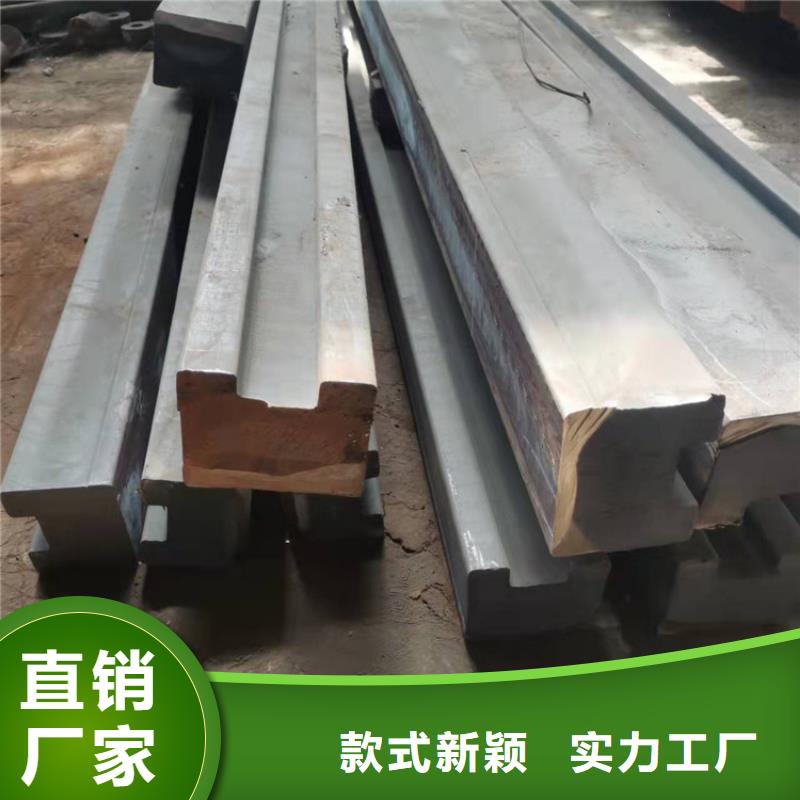
矩形球灰铸铁型材的使用:使用行业主要是液压行业,气动行业。矩形球铁棒的优点:原来很多的企业都用断打件来加工液压阀,液压板,但是断打件的任性很好,加工起来比较的费劲,它的强度没有球铁棒的强度好,球铁棒既有强度还有任性,符合液压块的加工和要求,其他的材料不太理想,比如铝块,虽然容易加工,合金铝的强度也够,但是它的使用寿命不太好,相当于是说:螺母和螺纹的使用次数不理想,使用几次以后螺纹强度达不到了。制作液压阀块球墨铸铁型材是***好的合理的选材。



普洱飞翔铸业先后引进了美国、德国、日本、澳大利亚等的先进技术和工艺,建立了先进的 球墨铸铁棒生产线和现代化检测厂地,并成立了 球墨铸铁棒研究团队。 公司以科学的管理方法,精益求精的制造工艺,勇于创新的制造理念迅速壮大成为中国 球墨铸铁棒生产和出口厂地。


球墨铸铁型材可以焊接。焊接方法视铸铁棒的材质、复杂程度、缺陷类型和尺寸,以及切削加工和技术要求等来选择不同焊接方法。并按不同的焊接要求作焊前准备,如油污及夹砂、开坡口或预热等。焊接方法有气焊、钎焊、手工电弧焊、手工电渣焊。其中气焊分为热焊法、加热减应区法、不预热气焊;手工电弧焊分为冷焊、半热焊、不预热焊和热焊。铸铁棒焊接的应用:1、 铸造缺陷的焊接修复。采用焊接方法修复有缺陷的铸铁棒,由于焊接成本低,不仅可获得巨大的经济效益,而且有利于及时完成生产任务。2、已损坏的铸铁棒成品件的焊接修复。铸铁成品件在使用过程中会受到损坏,出现裂纹等缺陷,使其报废。若换新的不仅价格昂贵,而且需要很长时间,用焊接方法可以及时修复出现的裂纹。3、零部件的生产。指用焊接的方法将铸铁棒(主要是球墨铸铁棒)件与铸铁件、各种钢件或有色金属焊接起来而生产出零件



